





























Окраска в массе при изготовлении
Далеко не любой колер на прилавке строительного магазина может добавляться в бетон. Узнать, можно ли использовать пигмент при замешивании конструкционного материала для тротуарной плитки, можно с учетом следующих нюансов:
- запрещено содержание в колере цинка, свинца, прочих тяжелых металлов и их солей, так как они резко снижают схватываемость цементного камня;
- должны применяться только стойкие к ультрафиолету и инертные к щелочам красители;
- пигменты способны поглотить до ¼ объема жидкости из бетона, нарушая процесс гидратации;
- покрывающая способность пигмента увеличивается со снижением его помола.
Важно! Без снижения прочности бетона яркий цвет плитки обеспечивается введением в его состав пигмента не более 5% от массы цемента. . Пигменты на органической основе не подходят для бетона, используются минеральные красители (оксиды металлов)
Чаще всего используются пигменты коричневых, желтых и красноватых оттенков (оксид железа) реже белый (оксид титана), фиолетовые, синие, зеленые и другие красители применяются редко и стоят дороже.
Пигменты на органической основе не подходят для бетона, используются минеральные красители (оксиды металлов). Чаще всего используются пигменты коричневых, желтых и красноватых оттенков (оксид железа) реже белый (оксид титана), фиолетовые, синие, зеленые и другие красители применяются редко и стоят дороже.

Пигменты для бетона на основе оксидов металлов.
Как делается плитка в домашних условиях мы писали тут.
Двухслойные элементы ФЭМ
Основная проблема изготовления цветных элементов ФЭМ – резкое повышение себестоимости при окрашивании в массе. Поэтому применяется технология двухслойной тротуарной плитки:
- с пигментом смешивают, не весь бетон, а 1/3 общего объема замеса;
- форма заполняется на треть цветной смесью, которая распределяется внутри нее на вибростоле 20 секунд;
- затем форма заполняется доверху обычным серым бетоном;
- после 40 секундной вибрации форма снимается на сушку или распалубку.
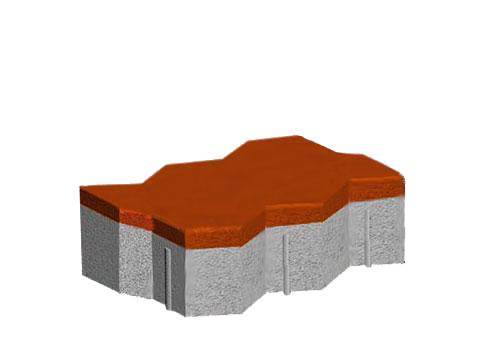
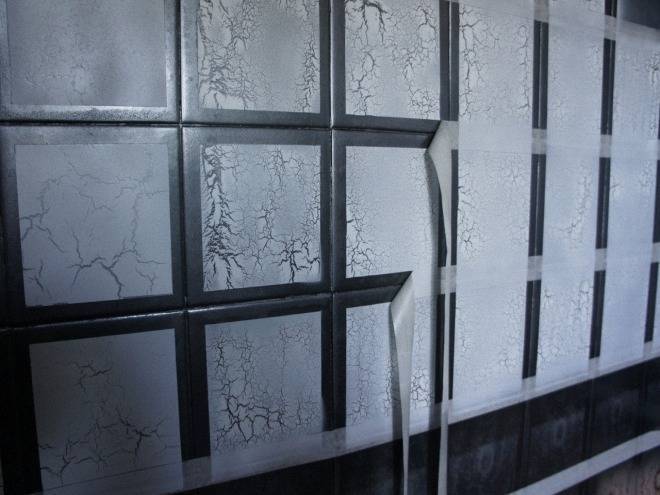
Двухслойная тротуарная плитка.
Совет! В зависимости от того, какой бетон используется для брусчатки, изделие будет окрашено целиком или пятнами, так как пропитать щебень краситель не в состоянии. Поэтому для тротуарной плитки чаще используется пескобетон без крупного заполнителя или смесь ЦПС в пропорции 1/3, соответственно.
Добавление пигмента при замешивании бетона
В отсутствие вибростола или для упрощения технологии самостоятельного изготовления ФЭМ в массе может окрашиваться весь плиточный бетон при замешивании. Несмотря на увеличение себестоимости, свой окрашенный продукт все равно обойдется домашнему мастеру дешевле, чем на строительном рынке.
Окрашенная в массе брусчатка.
Технология полностью идентична предыдущему варианту, но для экономии бюджета содержание пигмента в бетоне снижается до 3% от массы цемента.
Таким образом, для цветной тротуарной плитки можно применить окрашивающий пигмент, введенный в бетон при ее изготовлении. Декоративные свойства эксплуатируемой или приобретенной серой брусчатки можно увеличить поверхностным окрашиванием обычными или кислотными красками, светящимся лакокрасочным материалом.
Совет! Если вам нужны мастера по ремонту, есть очень удобный сервис по их подбору. Просто отправьте в форме ниже подробное описание работ которые нужно выполнить и к вам на почту придут предложения с ценами от строительных бригад и фирм. Вы сможете посмотреть отзывы о каждой из них и фотографии с примерами работ. Это БЕСПЛАТНО и ни к чему не обязывает.
Хорошая реклама
Самое читаемое
Советы
Работы плиточным материалом происходят на улице. Поэтому, так важны погодные условия. Можно ли покрасить тротуарную плитку в солнечную, но ветреную погоду? Ответ — нежелательно. Ветер нанесёт на поверхность пыль, которая осядет на свежей краски. В результате дорожки будут выглядеть непривлекательно и некачественно.
Весь рабочий процесс занимает несколько дней. Поэтому предварительно узнайте прогноз погоды на запланированные рабочие дни. Нельзя работать при температуре ниже 10 градусов тепла.
Если плиточное изделие уже имеет какой-то цвет, но вам не нравится, то несложно её перекрасить. В продаже большой выбор краски для раствора тротуарной плитки — выбрать можно любой понравившийся оттенок.
Сколько добавлять красителя при изготовлении тротуарной плитки, зависит от того, насколько яркими вы желаете видеть дорожки в саду. Пигменты, которые подмешивают к раствору, бывают следующих разновидностей:
- металлические порошки (на основе сплавов цветных металлов);
- неорганические (изготавливаются под воздействием термической обработки и последующего измельчения);
- синтетические (высокопрочные).
Плиточный материал производится на основе бетона. Поэтому краска в бетон для тротуарной плитки должна быть устойчивой к влаге, хорошо перемешиваться в растворе.
При окрашивании плиточных изделий, следует знать, что через несколько лет покраску всё рано придётся обновлять. Но, в любом случае, покраска положительно влияет на поверхность. Она становится практически неуязвимой для непогоды, независимо от температурных перепадов.

Рассмотрите все рабочие нюансы, о том как покрасить тротуарную плитку на видео ниже. Процесс не из лёгких, но при грамотном выполнении пошаговой инструкции, можно успешно справиться с работой.
Важно: уже выкрашенная поверхность приобретает качества красителя только через некоторое время. Постарайтесь, чтобы окрашенное место было защищено от пыли.
. Как использовать раствор для тротуарной плитки и чем покрасить поверхность, вы ознакомились
Не забывайте при эксплуатации дорожек следить за их чистотой. Очищать нужно не только саму поверхность, но и зазоры. Если этого не делать, то растущий в промежутках мох будет разрушать прочное соединение, что повлияет и на цвет поверхности. Можно приобрести специальные смеси, препятствующие разрастанию сорной травы и мхов.
Как использовать раствор для тротуарной плитки и чем покрасить поверхность, вы ознакомились. Не забывайте при эксплуатации дорожек следить за их чистотой. Очищать нужно не только саму поверхность, но и зазоры. Если этого не делать, то растущий в промежутках мох будет разрушать прочное соединение, что повлияет и на цвет поверхности. Можно приобрести специальные смеси, препятствующие разрастанию сорной травы и мхов.
Резиновая краска
Если вы еще думаете, чем покрасить тротуарную плитку, то тогда лучше выбрать краску на резиновой основе. В состав этой краски входят акриловые полимеры, которые делают плитку более долговечной и износостойкой.
Преимущества использования резиновых красок
Наибольшей популярностью пользуется резиновая краска. Основные ее преимущества:
- эластичность;
- стойкость к износу;
- пожаробезопасность;
- стойкость к вредным атмосферным влияниям.
 Краска на резиновой основе делает плитку более долговечной и износостойкой
Краска на резиновой основе делает плитку более долговечной и износостойкой
Эстетические качества резиновой краски:
- Разнообразие цветовой палитры. Поэтому, можно легко найти подходящий вариант для садовых бетонных дорожек.
- Равномерное наложение краски, в результате чего образуется красивая гладкая поверхность. При наличии на дорожках пористой основы можно все равно добиться такого же эффекта гладкой поверхности путем двойного нанесения краски. Также для этой цели перед окрашиванием наносится универсальная грунтовка.
- Образование защитной пленки после высыхания краски. Благодаря этому наружный слой плитки всегда будет ярким и красивым. Поэтому, если вы хотите ходить среди стильных садовых дорожек, то резиновая краска – это ваш выбор.
Практические качества
После высыхания резиновая краска способствует образованию защитного слоя, который имеет максимальную гидростойкость и противовысольные характеристики. Поэтому, любая влага и солевые растворы не могут попасть непосредственно на тротуарную плитку. В итоге применение окрашивающего состава такого типа позволяет продлить время эксплуатации бетонных и садовых дорожек.
Образовавшийся после покраски защитный слоя будет предупреждать развитию на поверхности плитки плесени, грибков и других вредных организмов. Кроме того, окрашивание сделает плитку стойкой к резким температурным колебаниям. Соответственно, это тоже способствует улучшению эксплуатационных характеристик покрытия.
Состав на резиновой основе отличается износостойкостью и устойчивостью к воздействию моющих химических компонентов. Кроме того, он является достаточно экономичным – пять литров состава хватит для покрытия более двадцати метров дорожек или бордюров.
Резиновая краска для плитки имеет целый ряд преимуществ
Сферы применения и технические параметры
Лакирование плитки применяется для таких покрытий:
- керамическая плитка впитывающего типа (например, тосканский кафель, терракота и т.п.);
- облицовки со швами на основе цементной затирки;
- облицовки из природного камня или кирпича;
- бетонные полы, покрытия из природного и агломерированного камня, а также тротуарной плитки и т.п.
Данный вид лака обычно производится на основе акрила с добавлением очень мелких частиц керамики. Также плиточный лак может включать в себя растворенный в алифатических растворителях уретановый полимер.
Вслед за высыханием обработанная поверхность становится глянцевой и гораздо более крепкой, что позволяет предотвратить ее механические повреждения.
Плитку покрывают защитным лаком, чтобы избежать выцветания и различных механических повреждений
Методика окрашивания
Перед нанесением краски рекомендуется провести некоторые подготовительные работы и только потом приступать к покраске плитки.
Подготовительный этап
Первым делом плитку очищают от загрязнений. Все работы проводят в сухую безветренную погоду.
- Грязь устраняют щеткой и водой. Сначала подметают, а потом моют. Для улучшения эффекта применяют синтетические моющие средства, мыльный раствор.
 Чистка тротуарного покрытия перед покраской
Чистка тротуарного покрытия перед покраской
Внимание! При проведении данных работ не рекомендуется использовать сильный напор воды, иначе весь песок между плиткой вымоется, уменьшится прочность покрытия. .
- Мох удаляют щеткой, а чтобы он снова не появлялся, обрабатывают швы гербицидами, разными газонными смесями.
- Пятна от бензина, солярки устраняют сильными растворителями. После просыхания поверхность обрабатывают универсальной грунтовкой, что особо актуально на пористой плитке.
Пошаговое нанесения краски
После подготовки, начинают главный этап – нанесение краски. Работа состоит из следующих этапов:
- Краску подготавливают: ее открывают и тщательно перемешивают до начала работ, а затем помешивают периодически во время нанесения краски. Если консистенция густая, ее разбавляют растворителем.
- Покраску проводят в несколько слоев. Первый слой делают несколько жидковатым.
- Для работы используют щетки, валик.
 Покраска плитки валиком
Покраска плитки валиком
- Если элементы тротуара прилегают плотно, то краску наносят на поверхность, прокатывая валиком. Затем кистью закрашивают оставшиеся пробелы. Швы закрашивают по желанию, но можно их не трогать.
- Сделав первый слой, оставляют покрытие для просушки на 6 часов.
- Далее наносят второй слой.
Чтобы можно было ходить, параллельно раскладывают деревянные доски. Остаток состава оставляют для обновления покрытия. Валик и кисти сразу очищают, чтобы не засохли.
Окрашивание поверхностей из тротуарной плитки считается полезным процессом, который улучшает эксплуатационные характеристики плитки, повышает эстетические свойства. Тротуарная плитка, покрытая краской нужного цвета, подчеркивает красоту ландшафта.
Покраска тротуарной плитки:
оценок более 0
Нужные товары
Всего более 200 товаров в каталоге

Ковролин Рекос Степь 360-74, средний ворс 3 м
Ковры
520Р

Ковролин Шегги SH60, кофейный, 4 м, высокий ворс
Ковры
1000Р
Ламинат TARKETT ROBINSON Cпирит белый
Ковры
620Р

Выставочный ковролин Office Floor (с подложкой) 02029
Ковры
250Р

Выставочный ковролин Exporadu (Бельгия) r035s 2 м
Ковры
160Р

Линолейм Glory ДРИФТВУД-166 3 м
Мир покрытий
1650Р
Ковролин детский КП ПРИНТ 4 М. ЛУНАПАРК-610
Мир покрытий
1278Р
Ковролин детский КП ПРИНТ 3 М. ХЭППИ-011
Мир покрытий
1278Р

Искусственная трава EVERGREEN Гаванна
Мир покрытий
816Р

ПВХ плитка FINE FLOOR дуб винтер
Мир покрытий
3254Р

Линолеум Супер С Павловск 1 ширина 3,0 м бытовой
Ремонт Дома
420Р

Паркетная доска Ясень брашированный черный лак «Grabo»
Ремонт Дома
939Р
Преимущества окрашивания
Покраску чаще применяют для продления периода эксплуатации покрытия. Краски имеют ту же функцию, что и пропитка для брусчатки: образует защитный слой, предохраняющий от воздействия агрессивной внешней среды. Использование краски дает следующие преимущества:
- Краска, нанесенная на тротуар, защищает материал от внешних действий, продлевает срок службы.
- После обработки поверхность становится не такой скользкой.
 Оттенки красок
Оттенки красок
- Красящие вещества для покрытия тротуара предотвращают его старение, разрушение, истирание.
- При помощи красок преображается внешний вид тротуарных покрытий на участке.
Есть в окрашивании и минусы. К ним относится:
- Токсичность средства, но данная проблема решается при помощи специальной маски, респиратора. Кстати, не все составы неприятно пахнут.
- Работа, связанная с окрашиванием, трудоемкая, занимает немало времени.
- По прошествии некоторого времени поверхность придется перекрашивать, однако если правильно подобрать краситель, это произойдет нескоро.
Посмотрев на плюсы и минусы, делаем вывод – красить действительно стоит. Остается только вопрос, чем можно покрасить плитку? Стоит отметить, что сегодня придумано множество вариантов красок.
Технология нанесения лака на керамическую плитку
Как и любой строительный процесс, лакирование керамической плитки состоит из нескольких этапов, каждый из которых по-своему важен.
Заготовка материалов
Для лакирования поверхности керамической плитки потребуется:
- лакокрасочный состав;
- грунтовка, того же производителя;
- валик, кисточка или мягкая ткань;
- лоток для лака;
- наждачная бумага;
- растворитель для очистки рук и инструментов;
- моющее средство и губки;
- сухая ткань для протирания поверхности.
Подготовка
Первый этап — это подготовка поверхности, которая состоит из таких действий:
- Поверхность очищается от пыли, удаляются загрязнения и пятна.
- Проводится обезжиривание поверхности с использованием уксуса или спиртового раствора.
- Выполняется шлифовка поверхности, необходимая для лучшего сцепления состава с полом.
- Далее пол еще раз протирается сначала влажной тканью, а потом сухой.
- Поверхность грунтуется для улучшения адгезии основания с лаком.
- После полного высыхания грунтовки поверхность снова шлифуют.
 Подготовка плиточной поверхности
Подготовка плиточной поверхности
Нанесение лака
- Подготавливается лакокрасочный состав. Процесс его нанесения должен быть быстрым, так как лак быстро сохнет.
- Для нанесения лакокрасочных веществ лучше всего использовать мягкую ткань, не имеющую ворса, или мягкую щеточку. Это условие предотвратит появление расплывов, пятен и разводов, которые отразятся на внешнем виде напольного покрытия.
- Нанесение состава должно быть равномерным.
Важно! Нельзя выливать лак на плиточную поверхность для предотвращения наплывов и пятен, образующихся при высыхании. . После нанесения лакокрасочного состава его нужно оставить на несколько минут, при обнаружении излишков вещества их удаляют сухой ветошью.
В случае обработки кафельной плитки с сильно впитывающей структурой лак наносят дважды.
Второй слой наносится только после того, как просохнет первый
Для лучшей адгезии нужно пройтись по лакированной поверхности шлифовальной бумагой и только после этого наносить второй слой.
По истечении 24 часов поверхность готова к пешеходным нагрузкам.
- После нанесения лакокрасочного состава его нужно оставить на несколько минут, при обнаружении излишков вещества их удаляют сухой ветошью.
- В случае обработки кафельной плитки с сильно впитывающей структурой лак наносят дважды.
- Второй слой наносится только после того, как просохнет первый. Для лучшей адгезии нужно пройтись по лакированной поверхности шлифовальной бумагой и только после этого наносить второй слой.
- По истечении 24 часов поверхность готова к пешеходным нагрузкам.
Важно! В первые две недели лакированную поверхность не следует подвергать большим нагрузкам, таким как передвижение мебели.
Лак и материалы для напольной плитки
Специалисты рекомендуют проводить покраску только тех стен, на которые не попадает вода, а стену около душевой кабины или ванны, просто расписать рисунками. Чтобы правильно покрасить кафельную плитку, нужно подготовить определенные инструменты и материалы.
- Мягкая и металлическая губка;
- Чистящие обезжиривающие средства;
- Перчатки;
- Мелкая наждачная бумага;
- Респиратор;
- Валик и кисточка;
- Грунтовка и краска.
 Благодаря лаку можно улучшить эстетические и эксплуатационные качества плитки
Благодаря лаку можно улучшить эстетические и эксплуатационные качества плитки
Покраска кафеля или напольной плитки подразумевает под собой проведение нескольких этапов. Изначально нужно провести подготовительные работы, и тщательно очистить плитку, отмыть от загрязнений, жира и другого мусора. Для этого нужно применять обезжиривающие средства. После проведения очистки, кафель нужно хорошо просушить и обработать спиртовым или уксусным раствором.
На идеально гладкой поверхности краска начнет быстро отслаиваться, именно поэтому нужно пройтись мелкой наждачной бумагой по всей поверхности.
Шлифовать ее нужно до тех пор, пока поверхность не станет немного шероховатой. Также нужно обработать швы и удалить пыль. После проведения шлифовки и очистки поверхности, нужно обработать ее грунтовкой, нанести краску в несколько слоев. После полного высыхания поверхности, нужно тщательно обработать швы шпаклевкой. Чтобы изменить состояние кафеля и придать ему красивый блеск, применяется лак. Лакировка позволит не только защитить плитку от повреждений, но и придаст полу красивый свежий вид.
Лакирование плитки проводится для таких поверхностей, как:
- Керамическая плитка;
- Облицовки из природного камня или кирпича;
- Бетонные полы.
Также лаком можно покрыть клинкерную плитку. Для проведения всех требуемых работ, применяется лак, выполненный на основе акрила с добавлением небольших частичек керамики. После высыхания, поверхность становится глянцевой и более крепкой, что позволяет предотвратить механические повреждения. Если нужно провести лакировку впитывающих поверхностей, то нужно дождаться полного высыхания клея, и только после этого обрабатывать плитку лаком. Лак нужно наносить равномерным и не очень толстым слоем. Нельзя наносить лакокрасочные материалы на поверхность, основание которой подвержено постоянному воздействию влаги
Нанести лак на поверхность напольной плитки можно самостоятельно, что сделать очень просто, важно только соблюдать инструкцию по применению и придерживаться техники безопасности.
Лучший выбор краска на основе акрила
 Узор, который выделен краской
Узор, который выделен краской
В состав красителей входит полимер акрил, делающий материал долговечным, износостойким. К положительным моментам применения относят:
- эластичность;
- пожаробезопасность;
- устойчивость к износу;
- устойчивость к атмосферным явлениям.
Помимо этих моментов, резиновая краска обладает эстетическими качествами:
- Краска резиновая для брусчатки имеет большое разнообразие оттенков, поэтому подобрать нужный цвет не составляет труда.
- Средство накладывается равномерно, в результате получается красивая поверхность. Если плитка пористая, то гладкого эффекта достигают нанесением двойного слоя краски. Для улучшения внешнего вида плитку предварительно покрывают грунтовкой.
- После высыхания поверхность тротуарного покрытия становится яркой, блестящей, так как образуется защитная пленка. Эта пленка имеет максимальную гигроскопичность, противосолевые свойства, что продлевает срок эксплуатации.
Защитный слой не дает возможности развиваться плесени, грибкам, прочим микроорганизмам.
Внимание! Резиновая краска, помимо своих положительных качеств, считается экономичной – на окрашивание 20 м дорожек, бордюров хватит всего 5 литров резиновой краски. .
Чем можно окрасить плитку
Тротуарную плитку можно покрасить при помощи следующих средств:
Цветовые вариации тротуарной плитки.
- Резиновые красящие смеси на водной основе. Они обладают повышенной эластичностью, не подвержены растрескиванию, непроницаемы для воды, износоустойчивы, не будут шелушиться и сохранят эксплуатационные свойства при высокой температуре и в морозы. В их составе отсутствуют вредные вещества, смеси не имеют раздражающего запаха. Покрытие получается нескользким — это важно в холодное время года.
- Алкидные лакокрасочные вещества для бетона замечательно защищают плитку, устойчивы к действию химикатов, не допускают разрушения, появления солей. Устойчивы к вредным влияниям атмосферы. У них есть существенный минус — это неприятный резкий запах, который будет сохраняться какое-то время после проведения работ. Зато этот материал обладает хорошей прочностью и позволит продлить срок службы плитки даже при больших нагрузках.
- Полиуретановые краски обладают следующими достоинствами: хорошая ударная вязкость, устойчивость к химическим воздействиям. При применении на открытом воздухе оттенок краски может слегка измениться, но на функции это не повлияет.
После окраски плитка из бетона становится более прочной и герметичной.
После того как выбран нужный состав для окрашивания, поверхность надо подготовить к работе. Дорожки и площадки необходимо тщательно подмести, удалить с них сор, грязь, обработать щели. При возможности лучше воспользоваться пылесосом, так как даже небольшие соринки могут стать помехой для создания идеального слоя покраски.
После очистки плитку тщательно промывают водой. Желательно для этого воспользоваться шлангом, потому что только хороший напор воды сможет смыть все частицы пыли и грязи. Затем поверхность надо высушить и только после этого ее можно красить.
Первый слой краски специалисты советуют разбавлять 20% минеральным скипидаром. Это улучшит сцепление краски с поверхностью. Наносить краску удобнее валиком с коротким ворсом или просто кистью.
После нанесения первого слоя надо дать ему полностью высохнуть. Последующие слои наносите при помощи того же инструмента, разбавления краски скипидаром уже не требуется. Каждый слой надо накладывать на предыдущий только после полного его высыхания. Сроки высыхания состава должны быть указаны производителем на упаковке — перед началом работы следует внимательно ознакомиться с инструкцией.
При окрашивании не забывайте перемешивать краску через одинаковые промежутки времени. Это поможет сохранить равномерность цвета.
После покраски не рекомендуется ходить по плиткам в течение нескольких следующих дней.
Как покрасить тротуарную плитку — пошаговая схема
Шаг 1: Подготавливаем поверхность
Пока поверхность брусчатки будет грязной, даже не смейте думать о покраске – только материал переведете. Сметите грязь жесткой метлой и пройдитесь для уверенности пылесосом. Чтобы окончательно довести плитку до «блеска», полейте ее из шланга и дайте время просохнуть.
Шаг 2: Готовим краску
Выбранную нами краску или смесь нужно подготовить заранее – тщательно ее перемешайте и помешивайте все время в процессе покраски. Если она слишком густая и вязкая, добавьте соответствующего растворителя или скипидара. Красить лучше всего в несколько слоев. Первый слой краски рекомендуется выполнить из более жидкого раствора – он станет своеобразной грунтовкой для последующих слоев.
Шаг 3: Слои краски
Наносить краску можно валиком или щеткой, или работать и тем, и другим. Если плитка уложена плотно, вы можете смело закрашивать всю ее поверхность, работая сначала валиком и подправляя следом кисточкой. В некоторых случаях более красиво будет сохранить неокрашенными зазоры между плиткой, при таком варианте красьте полусухим валиком, чтобы краска не растекалась по швам, и вы могли контролировать ее нанесение. После нанесения первого слоя дайте ему полностью высохнуть. На это уйдет до 6 часов, поэтому если вы хотите успеть сделать все за 2 дня, начинать нужно пораньше. Только после полного просыхания наносите следующий слой.
Шаг 4: Завершение работы
Если никакого способа обойти окрашенную поверхность нет, положите по периметру несколько деревянных досок, по которым вы и сможете ходить – эту куда лучше, чем потом все время наблюдать отпечатки следов на тротуаре. Оставшаяся после работы краска наверняка вам пригодится, поэтому ни в коем случае ее не выбрасывайте, благо, свои свойства она хранит долго. Кисти, валик и лоток спокойно отмываются обычным скипидаром – лучше сделать это сразу, не откладывая на потом, иначе засохшие щетки и валик придется попросту выбросить на мусор.
Дополнительные рекомендации
Для работ по тосканскому кафелю, терракоту, сильно впитывающими покрытиями, рекомендуется по возможности избегать применения лака до полного отвердения клея. Процесс отвердения может занять месяцы. При укладке на сухую стяжку с цементными клеями срок отвердевания существенно ниже.
Перед лакированием клинкера рекомендуется первым делом обработать швы. Тогда после отделки лаком поверхность будет выглядеть идеально, если вы решили покрыть плитку лаком.
Для обработки камня есть специальный лак — мокрый камень. Он надежно защитит натуральный или искусственный камень от агрессивных воздействий.
Когда нет возможности заменить старую плитку на новую, то при помощи лаков можно придать полу или стене полностью новый вид. Если же плитка только-только закуплена, то лаковое покрытие поможет защитить ее от влаги, от различных механических воздействий, от перепадов температуры. Лакировка придаст положительный эффект, а если результат не придется по вкусу, можно покрасить. Также лак хорош тем, что наносится самостоятельно.
Стоит ли использовать лак для плитки (2 видео)
Лакированная плитка (25 фото)
Подготовительные работы
В первую очередь нужно подготовить следующие инструменты:
- щетка с жестким ворсом;
- средства для очистки;
- грунтовочная смесь;
- валик, кисти разных размеров;
- краска для плитки.
Определившись с краской для кафеля, нужно выполнить несколько подготовительных работ, включающих в себя:
- Удаление с плитки брызг, пыли и известковых отложений. Для этой цели подойдет абразивный порошок или кислотное моющее средство, которое отлично справится со старой грязью.
- Смывание остатков моющего состава при помощи мокрой тряпки, далее ожидаем, пока поверхность полностью высохнет.
- Обезжиривание кафельной плитки ацетоном или бензином.
- Зачистка поверхности наждачной бумагой, для лучшей адгезии краски с глянцевой поверхностью.
- Удаление пыли сухой тряпкой или пылесосом.
- Грунтовка поверхности.
- Заделка швов шпаклевкой.
В первую очередь нужно произвести зачистку швов, так как именно в этом месте скапливается наибольшее количество грязи. При ненадлежащей очистке после покраски в этих местах может появиться плесень, грибок и прочие микроорганизмы.
Полиуретановая краска
 Использование полиуретановой краски
Использование полиуретановой краски
Данный вид краски также предназначен для защитного действия. Она неплохо справляется с температурными колебаниями. Ее характеристики, очень схожие с предыдущими вариантами:
- Повышенные показатели износостойкости;
- Прочность материала;
- Приобретение устойчивости к действию химических элементов;
- Выносливость перед погодными перепадами;
- Повышенная вязкость.
При использовании данного варианта краски, следует помнить одно: при проведении покрасочных работ на открытом воздухе, цветовой оттенок может меняться, но функции материала, останутся без изменений.
Технические характеристики, состав и сферы применения лака и краски
Понятно, что первая попавшаяся под руку баночка с раствором натуральных или синтетических смол для нанесения на керамику не годится. Для этого строительная промышленность подготовила продукты с особым составом.
Строительные лаки представляют собой растворы синтетических и натуральных смол, склонных к пленкообразованию, в воде или органических составах. Для покрытия керамических поверхностей используют:
- полиуретановые лаки (растворы уретановых полимеров в алифатических растворителях);

- акриловые лаки (акриловой дисперсии, растворенные в воде).

Это текучие бесцветные жидкости с небольшим содержанием твердых сухих веществ, защищающие керамику и межплиточные швы от загрязнений, пятен влаги, пыли, механических и химических повреждений.
Лаковое покрытие:
- облегчает уход за кафелем;
- предотвращает выцветание;
- усиливает блеск и контрастность рисунка.

Сфера использования данных покрытий не ограничена одной лишь керамикой. Свойства акриловых и полиуретановых лаков позволяют наносить их на кирпич, штукатурку, натуральный камень, тротуарную плитку.
При плохом состоянии окрашивание кафеля требуется из эстетических соображений. Краска для керамической плитки наносится под защитное покрытие, поэтому к ее составу нет таких жестких требований, как к лаку. Приятным бонусом являются гидроизоляционные свойства отдельных марок.
Для полного или частичного окрашивания, а также ручного нанесения художественного узора на кафель подходят:
- акриловые краски;

- алкидные эмали;
- полиуретановые (латексные) краски;

- краски на масляной и эпоксидной основе.

Чтобы покрасить керамическую плитку акриловыми красками, достаточно ее просто хорошо вымыть и тщательно просушить. Перед нанесением краски реставрируемую поверхность обезжиривают при помощи растворителя.
Лак позволит скучному фактурному, матовому, неглазурованному покрытию стать глянцевым и блестящим, а краска обеспечит ремонт облицовке из керамических глазурованных плиток.
Как выбрать?
Масляные, латексные и эпоксидные краски подходят для сплошного окрашивания керамической плитки. При этом на поверхность предварительно наносится слой специальной грунтовки. Фантазийный узор лучше наносить специальными витражными красками на акриловой основе, предназначенными непосредственно для стекла и керамики.

Перед покраской специалисты рекомендуют удалить старую затирку и заменить ее герметичным, устойчивым к воздействию влаги составом.
Выбирая защитный лак, следует обращать внимание на следующие показатели:
- водонепроницаемость;
- степень блеска (может быть матовой, полуматовой, полуглянцевой, глянцевой и высокоглянцевой);
- содержание твердых веществ по объему;
- класс опасности для здоровья человека и окружающей среды;
- содержание органических летучих веществ;
- расход материала на обработку 1 м² поверхности (чем меньше расход, тем дороже лак для плитки);
- срок высыхания (готовность к эксплуатационным нагрузкам).
Вариации дизайна
На сегодняшний день представлено довольно много вариантов покраски керамогранита. В зависимости от задуманного дизайна и собственной фантазии, можно воплотить в жизнь самые смелые и оригинальные идеи. Существует несколько видов покраски:
- Капитальный – полная замена цветовой палитры, изображений и прочих узоров.
- Оживление расцветки – не желая менять общую картину, оттенок стен и пола можно освежить и сделать более насыщенным. При этом возможна реставрация отдельных фрагментов в оформлении.
- Формирование узоров – декорирование орнаментом может осуществляться как по всей поверхности, так и фрагментами могут быть выделены отдельные плиточные элементы.
- Рисунки – могут быть выполнены как на стенах, так и на напольном покрытии. Не громоздкие изображения подарят помещению особый шарм. Также могут использоваться трафареты.
- Изображения – роспись кафельной плитки позволяет воплотить в жизнь практически любой рисунок.
Если ванная комната вполне устраивает и хочется добавить лишь несколько новых деталей, можно воспользоваться водостойкими виниловыми наклейками, которые представлены во многом разнообразии.
Окрашенная плитка не должна подвергаться чрезмерному воздействию воды или долгому нагреву. При использовании составов для окрашивания и росписи, стоит помнить, что их нельзя мыть абразивными средствами и тереть жесткой щеткой.
Как правильно красить кафель (2 видео)
Краска разных производителей и видов (20 фото)
Виды красок и преимущества окрашивания дорожек

Красим плитку самостоятельно
Так как мы выяснили, что краска продлевает срок службы бетонных дорожек и бордюров, следует знать, что он увеличивается за счет того, что красящее средство образует на плитке защитный слой, который в свою очередь и защищает покрытие от негативного атмосферного влияния. Для нанесения на тротуарную плитку сейчас используют такие краски:
- Резиновая
- Алкидная
- Полиуретановая
Меня заинтересовало использование резиновой краски и поэтому я начал узнавать о ней больше интересных фактов. Благодаря акриловым полимерам, находящимся в составе, материал приобретает свойства долговечности и повышенной износостойкости.
Давайте рассмотрим преимущества резиновых смесей:
- Хорошие показатели эластичности оберегают краску от растрескивания
- Достаточно износостойкая
- Пожаробезопасная
- Устойчива к неблагоприятным атмосферным влияниям
- Помимо этого большой выбор цветов, позволяет подобрать самый подходящий вариант для вашей тротуарной плитки
- Смесь наносится равномерно и при этом создает гладкую основу. Если плитка пористая, то добиться гладкости можно нанеся красящее вещество в два слоя или предварительно обработав поверхность грунтовкой
- После высыхания материал не теряет своей яркости, поэтому не сомневайтесь, что ваши дорожки останутся яркими и стильными даже через некоторое время
Важно! Если вы только планируете выкладывать тротуарную плитку, то сразу приобретайте окрашенный материал. На данный момент производители предлагают широкий ассортимент, как цветов, так и форм самих плиток
Кстати для тех, кто делает дорожки из бетона своими руками, есть прекрасный способ сразу изготавливать покрашенные элементы. Для этого вам достаточно перед общим замесом, смешать песок и акриловую краску. От количества краски зависит и насыщенность полученного цвета.
Если вы все же решили красить тротуарные элементы, как и я, то приготовьтесь к некоторым недостаткам этого процесса:
- Работа эта не из легких и весь процесс может занимать несколько дней
- Полученный результат не будет вечным, поэтому по истечению определенного срока придется заново обновлять дорожки и бордюры
- Во время окрашивания лучше воспользоваться защитными масками, так как многие краски выделяют вредные испарения, хоть и в небольших количествах
Плюсы лака для кафельной плитки
Лак для напольной кафельной плитки владеет подобными хорошими качествами:
- Оберегает покрытие от многих повреждений.
- Обновляет старую плитку, вдыхая в нее новую жизнь, таким образом сберегая затраты на укладку нового покрытия.
- В большинстве случаев лакирование выполняет плитку менее скользкой.
- При применении плитки в мокрой обстановке и с температурными перепадами акриловый лаковый состав мешает ее разрушению, закрывая поры керамического материала.
- Облегчает уход за покрытием для пола, так как грязь на лакированной поверхности накапливается меньше.
- Оберегает кафель от выцветания, сохраняя покрытие на долго в постоянном состоянии.
Недостатки
- При нарушении технологии лакирования или неверно подобранном лакокрасочном составе можно повредить внешний вид покрытия.
- При высокой проходимости людей покрытие истирается, а убирание данного слоя – довольно таки сложный процесс.
Главное! Лак имеет ядовитые элементы, благодаря этому во время работы с ним нужно неукоснительно выполнять технику безопасности, иначе достаточно нанести вред собственному здоровью.
Инструкция по применению
Прежде чем наносить лак, необходимо подготовить поверхность пола. Она должна быть полностью сухой, не должно быть пыли или других загрязнений. Любые остатки цемента необходимо убрать, швы выравнивают.
Материал наносят при помощи мягкой марли. Кусок обязательно должен быть идеально чистым. Ткань не должна иметь ворса. Также подойдет и мягкая щетка.
Наносят лак максимально равномерно. Не стоит сразу выливать весь материал, а затем распределять его – это может привести к наплывам и пятнам. Затем слою дают время для впитывания – 2-3 минуты, лишнее убирают тряпкой.
Если лакируется терракот, тосканский кафель и другие материалы с повышенной впитываемостью, следует еще один раз обработать поверхность для получения качественного результата. Если плитка впитывает слабо, то состав наносят лишь мягкими тканями для исключения расплывов, которые могут испортить результат.
Через 12 часов по полу можно начинать ходить. Если данный материал применяется на стене, то принцип нанесения тот же.
Эти ЛКМ также могут применяться и для предварительной обработки тосканского кафеля, легковпитывающих плиток перед укладкой на клеевой состав или на цементную смесь. Это поможет убрать готовую плитку. Но терракот предварительно обрабатывать не стоит – существует риск выцветания.
Инструкция по использованию
Плитка должна быть абсолютно сухой и свободной от пыли и всевозможных загрязнений. Все следы цемента следует удалить, швы выровнять. Тщательная очистка пола — обязательное условие перед началом лакировки.
Нанесение лака
ЛКМ нужно наносить с помощью чистого куска мягкой ткани. На ткани не должно быть ворса. Можно также воспользоваться мягкой щеткой. Расход плиточного лака — от 100 до 200 грамм на квадратный метр. Наносить лак следует равномерно. Неправильно выливать лак на плитку, чтобы потом его распределять по поверхности — это приведет к образованию наплывов и пятен.
После нанесения слоя нужно дать составу в течение нескольких минут впитаться. Далее нужно убрать остатки лака ветошью. Если материал из числа сильно впитывающих (терракот, тосканский кафель и т.п.), необходимо еще раз обработать плитку для достижения нужного результата. На слабо впитывающую плитку состав можно наносить только мягкой тканью, дабы не допустить расплывов, которые визуально испортят пол.
Лучший способ нанесения лака на плитку — это с помощью мягкого куска чистой ткани
Спустя 12 часов после обработки пола, по нему можно ходить. Нанесение лака на настенную плитку осуществляется по тому же принципу, что и на напольную.
Плиточный лак может использоваться и для предварительной лакировки тосканского кафеля и других легко впитывающих материалов прежде чем укладывать их на клей на основе цемента или же перед созданием швов. Такие действия облегчат уборку готовой плитки. Однако предварительная обработка не нужна при укладке терракоты на строительный раствор, поскольку это приведет к выцветанию материала.
Обратите внимание! Потребительские свойства плиточного лака сохраняются в течение 1,5-3 лет. . По завершению работы — руки, инструментарий и рабочую одежду можно очистить с помощью скипидара или иных растворителей
По завершению работы — руки, инструментарий и рабочую одежду можно очистить с помощью скипидара или иных растворителей.
Достоинства и недостатки
Положительные стороны:

Специальная краска для покраски тротуарной плитки защищает ее от высоких температур и других вредных воздействий окружающей среды.
- Слой краски на поверхности плитки защищает ее от всех внешних вредных воздействий, что, несомненно, продлит срок ее службы. И если ваша цель именно такова, то покрасить плитку стоит обязательно.
- Плитка становится менее скользкой, что тоже является абсолютно положительным ее качеством. Если ваша плитка скользкая, то покрасить ее в этом случае тоже стоит.
- Специальные краски для покрытия плитки предотвращают ее старение, разрушение и даже стирание.
- Все эти процессы происходят спустя годы, но благодаря покраске можно отсрочить эти нежелательные моменты. Значит, чтобы сохранить брусчатку, тоже стоит заняться ее окраской.
- Возможность преобразить внешний вид тротуарной плитки весьма кардинально и этим изменить весь ландшафтный дизайн. Если все это можно сделать лишь с помощью покраски плитки, то выполнить это нужно обязательно.
К недостаткам относятся:
Проблему таксичности краски можно решить применяя в работе специальную маску для покраски.
- Покрасить плитку не так уж и легко, так как работа эта трудоемкая и займет несколько дней.
- Необходимость периодически наносить новый слой краски на плитку, т. е. перекрашивать. Делать это не придется часто, если вы правильно подберете нужный вариант. Но по истечении даже большого срока покраску все равно придется повторить.
- Работа с краской чаще всего связана с легкими отравлениями. Надышаться ей можно очень быстро, но и этого можно и нужно избежать, если использовать респираторную маску. Кстати, не все краски пахнут, это опять же дело выбора.
Подсчитав примерные плюсы и минусы, можно подвести итог: красить можно и нужно.
Нюансы применения эпоксидной краски для плитки
Чтобы красиво и надолго обновить старую, но прочную декоративную плитку, нужно очень серьезно отнестись к выбору применяемой краски. Подбирая наиболее подходящий краситель, обязательно нужно учитывать адгезивные качества поверхности.
 Эпоксидная краска отличается длительным сроком эксплуатации и широким разнообразием цветов
Эпоксидная краска отличается длительным сроком эксплуатации и широким разнообразием цветов
- Слабыми – кафельная плитка;
- Умеренными – клинкерная или керамическая плитка;
- Хорошими – гипсовая.
Помимо этого, при проведении окрашивания, обязательно нужно учитывать местонахождение кафельной плитки. Если нужно провести работы во влажных помещениях, таких как кухня или ванна, то применяются влагостойкие лакокрасочные составы.
Эпоксидные краски лучше всего подходят для обработки пола, так как они ложатся ровным слоем, быстро сохнут, легко моются, устойчивы к механическому повреждению и истиранию.
При проведении окраски плитки, лучше всего брать менее токсичные смеси. Для удобства применения, можно брать акрилово-эпоксидные краски, выполненные в форме аэрозоля. Существует множество вариантов эпоксидных красок, отличающихся своим составом и техническими характеристиками.
Методика окрашивания
Подготовительный этап
Перед тем, как начать нанесение краски, следует очистить поверхность плитки от загрязняющих веществ. Любую грязь довольно легко устранить с помощью щетки и воды. Для получения лучшего эффекта можно использовать синтетические моющие вещества или обычный раствор на основе мыла. При очищении поверхности от грязи нежелательно пользоваться слишком сильным напором воды, так как это может вымыть песок из щелей между плитками, что уменьшит их прочность.
Для удаления мхов следует использовать щетку. Чтобы они не появлялись вновь, желательно периодически обрабатывать поверхность гербицидами и различными газонными смесями. Если вы решили использовать для очистки соляную кислоту, то после окончания процедуры ее нужно смыть большим количеством воды. В противном случае на поверхности могут появляться цветные пятна.
Остатки бензина или солярки следует устранять сильными растворителями, такими как сольвент или уайт-спирит. После того, как поверхность плитки высохнет, на нее наносится грунтовка. Это особенно актуально при работе с пористой основой.
Нанесение краски
Традиционно резиновую краску не разбавляют. Ее наносят на поверхность при помощи специальной кисти, валика или распылителя. Все работы необходимо проводить при температуре выше пяти градусов. Чтобы получить максимально плотное покрытие, необходимо нанести несколько слоев состава. Каждый последующий слой следует наносить только после высыхания предыдущего.
Если на окрашиваемой поверхности появляются трещины, то эти места закрашивают кисточкой. Как правило, каждый слой высыхает в течение трех часов, хотя, время высыхания зависит от температуры и влажности воздуха. Кроме того, в инструкции к составу указаны индивидуальные сроки высыхания. Весь инструмент, с которым вы работаете, необходимо промыть холодной водой до того, как он высохнет.
Какой краской покрасить плитку
На полках магазинов нужно искать продукцию, предназначенную для керамических поверхностей, то есть керамической плитки, терракота. Чем можно покрасить кафельную плитку? Не стоит использовать одинаковые краски для различных типов керамики. Неплохо купить разные продукты для окраски кафеля на полу и стенах, эти поверхности работают с различной интенсивностью, подвергаются различным воздействиям.
Многие лако-красочные составы представляют двухкомпонентные краски для керамической плитки, перемешиваемые сразу перед использованием. Эти инновационные составы для различных типов поверхностей пользуются большой популярностью.
От лакокрасочного состава для кафеля мы ожидаем прочной адгезии к основанию. Нужно выбирать продукты с учетом требований данной комнаты – окрашивая стену, пол в ванной, кухне, нужно обратить внимание на устойчивость к:
- воде;
- влаге;
- пятнам;
- чистке.
Нужно подумать, какой тип покрытия поможет достичь желаемого эффекта:
- матовое покрытие выглядит изящно, замечательно отражает тонкую видимость объемного рисунка плиток;
- глянцевое – влияет на оптический вид комнаты, визуально ее увеличивая.
Краской для кафеля можно покрасить швы плитки, можно приобрести специальный продукт для окраски швов.

Популярные варианты красок:
- краска V33 – для окраски керамической плитки в ванной, кухне; это продукт для влажных помещений, устойчивый к воде;
- вместо реставрационных красок V33 можно купить гидрографическую краску Noxan – ею можно покрасить внутреннюю часть душевой кабины. Если производитель V33 не рекомендует постоянный контакт окрашенной поверхности с водой, у Noxan нет этой проблемы.
Расход красок (по расчетам изготовителя) обеспечивая покрытие одним слоем:
- Noxan – 5-6 м²/кг;
- V33 – 12 м²/л;
- Flüggera Flutex 10 – 8-10 м²/л.

Способы окрашивания
Покрасить кафельную плитку можно несколькими методами, среди которых:
- роспись;
- создание рисунков;
- нанесение узоров;
- обновление цвета;
- капитальное окрашивание.


Расписать стены допускается в технике пейзажей, абстракции, натюрмортов, портретов. Рисунки наносятся с помощью трафаретов или создаются самостоятельно. Узоры можно наносить на отдельные фрагменты кафеля или на всю площадь. При обновлении цвета он становится более насыщенным. Если решено полностью покрасить плитку в ванной, заменив цвет, узоры, рисунки, изображения, орнаменты, то данная работа считается капитальной. Метод выбирается в зависимости от цели окрашивания.
Обновить можно и плитку на полу. Различие состоит лишь в том, что на нее приходится большее механическое воздействие, в результате покрытие будет стираться быстрее. Поэтому краски на напольную плитку наносится большее количество слоев, чем на настенную.

Покрасить можно разными составами:
- эпоксидными красителями;
- на акриловой основе;
- сатиновой эмалью.
Преимущества применения эпоксидной краски в том, что она быстро сохнет. После окрашивания почти не остается неприятного запаха. Акриловые краски отличаются яркостью и насыщенностью. Ими может работать даже непрофессионал. После применения сатиновой эмали не остается разводов, изображения обладают обволакивающей бархатистостью.

Цели окрашивания
К выбору краски для кафеля нужно подходить со всей серьезностью, так как от этого будет зависеть качество и красота нового дизайна. Поэтому перед покупкой рекомендуется посоветоваться со специалистом, который подскажет, какое покрытие будет оптимальным для определенного помещения.
Выбор покрытия во многом зависит от причины, по которой хозяин хочет изменить дизайн. Цели могут быть следующего характера:
- Эстетические соображения – старый кафель, уложенный на кухне или в ванной комнате, выглядит непрезентабельно или потускнел. Если денег на новую плитку нету, на помощь приходит краска для керамической плитки.
- В целях гидроизоляции – краска надежно защитит покрытие пола или стен от влаги и обеспечит полную герметичность швов.
- Смена стиля – кардинально сменить интерьер поможет покраска напольной или стеновой плитки, при этом подчеркивается общая палитра уже имеющихся оттенков, также можно добавить новые элементы.
- Декорирование – возможность создания различных изображений, ненавязчивых узоров и орнаментов.
- Ремонт – если обновляется гарнитура и предметы интерьера, совсем необязательно менять кафельную плитку. Покрытие можно просто покрасить.
Если плитка имеет красивый внешний вид, имеет смысл использовать герметичную затирку для швов, предварительно удалив старую. Стоит также помнить, что даже самые прочные покрытия под воздействием температурных перепадов и высокой влажности со временем все равно отслаиваются.
Химичим под открытым небом этапы работы кислотными красками
При работе кислотосодержащими красками совершенно не лишними будут защитные средства – очки, резиновые перчатки, роба. При попадании капель краски на открытую кожу ее необходимо тщательно смыть.
Как работать с кислотными красками — пошаговая схема
Шаг 1: Подготовка поверхности
Если вы окрашиваете свежую бетонную поверхность, она должна как следует высохнуть и затвердеть. Между заливкой бетона и его покраской этим методом должно пройти не менее трех недель. Перед покраской не помешает смыть водой излишки известкового молочка, застывшего на поверхности. Старые поверхности из бетона или тротуарной плитки мыть нужно куда более тщательно – любая грязь будет препятствовать химической реакции.
Чем старше поверхность, тем жестче в этом случае должна быть очистка – возможно, даже понадобится поработать металлической щеткой, снимая верхний слой бетона. После такой зачистки не забудьте смыть образовавшуюся пыль.
Шаг 2: Наносим «кислоту»
Первый способ нанесения красочного состава заключается в обычной заливке поверхности, что дает особо насыщенный цвет. Однако и расход материала при этом увеличивается. Работа краскопультом расходует меньше красителя, при этом можно наносить его в несколько слоев или разбивать окрашиваемую поверхность на разные цветовые секторы.
При окрашивании вы можете добиться хаотичного рисунка с помощью обычных опилок – жидкость с реагентами частично будет впитываться ими, частично реагировать с бетонной поверхностью, результатом чего станет пестрый рисунок. Чтобы получить рисунки или буквы, на поверхность достаточно наклеить малярный скотч, который защитит бетон от окрашивания. Неокрашенную поверхность можно оставить, как есть, или закрасить другим цветом. Самым простым способом работы с этими красками является нанесение кистью, как бы втирая их в поверхность.
Шаг 3: Химическая реакция
Шипение и появление пузырьков на поверхности говорит о начале химической реакции, которую ни в коем случае нельзя прерывать. Дождь может смыть на этом этапе все ваши труды, поэтому не забудьте сверить свои действия с синоптиками. Завершение видимых реакций – признак готовности поверхности.
Шаг 4: Нанесение защиты
В отличие от резиновых или полиуретановых красок кислотные не создают защитного слоя, поэтому после окраски не помешает обработать поверхность гидрофобизатором – раствором, предотвращающим губительное действие влаги на плитку. Обработку такими растворами следует проводить не реже, чем раз в 5-6 лет, и тогда вы сохраните свою плитку в ее первозданном виде все это время.
Виды краски
Для окрашивания стандартная краска не подходит, т. к. со временем она шелушится и отслаивается. Поэтому используют специальные красители:
- На латексной основе. Такая краска обладает хорошей сцепляемостью с поверхностью. Отличается износостойкостью, не наносит вред здоровью. Для покраски требуется гидроизоляция, поэтому применяют резиновые составы. В сухом помещении используется акрило-латексная краска.
- Витражные для стекла. Поверхность, на которую наносят смесь, должна быть гладкой и очищенной. Красящий состав отличается высокой стоимостью. Он применяется для создания красивых рисунков.

- На масляной основе. Перед покраской на поверхность требуется нанести грунтовку.

- Эпоксидные. Обладают водонепроницаемостью, хорошо пристают к поверхности, с течением времени не будут отслаиваться. Перед использованием эпоксидной краски плитку надо обработать грунтовкой на базе органических растворителей.

- Полиуретановые. Обладают устойчивостью к перепадам температуры, к влажности, поэтому подходят для применения на кухне, в ванной комнате. Отличаются износостойкостью. Но сначала поверхность надо покрыть грунтовкой (не водной, а из органических растворителей), и только поле этого наносится краска для кафельной плитки.

- Алкидные составы. Отличаются хорошей сцепляемостью с поверхностью. Алкидные эмали подходят только для сухих помещений.

- Автоэмали. Первоначально разрабатывались для покраски автомобилей. В их состав входят: пигмент, смола, растворитель и отвердитель. Такие краски можно наносить на гладкие поверхности, в т. ч. на керамику.

Выбор цвета
От выбора цветов и их сочетания зависит, как будет восприниматься плитка после ее покраски. Цветовой фон может раздражать, способствовать приливу сил или, наоборот, действовать успокаивающе.
Рекомендуется избегать ярких цветов, даже если те кажутся очень красивыми. Яркий фон быстро утомляет, агрессивно воздействуя на психику. Оптимальный вариант — нейтральные тона, сливающиеся с остальной обстановкой в помещении. На нейтральном фоне не так заметны огрехи, допущенные при окрашивании кафеля.
При желании можно придать расцветке живости, использовав сразу несколько цветов краски. Возможно нанесение орнаментов и рисунков (к примеру, нанести по углам напольной плитки узоры). Делается это вручную или с использованием трафаретов. В последнем случае роспись сможет выполнить даже дилетант.
Совет! При нанесении на плитку нескольких цветов нужно следить за гармоничностью их сочетания. В противном случае вместо оригинальной расцветки получится аляповатая мазня.
Лак для плитки хорошая защита покрытия
Павел задал вопрос:
Помогите если можете. Сделан ремонт в кухне, плитка керамическая на полу тоже новая. Как правильно ухаживать за керамикой? В ванной совсем зашаркан пол. Кое-где даже трещины имеются. Покрытие практичное, поэтому и выбрали. Как можно отреставрировать пол в ванной и в кухне в дальнейшем? Как сохранить свой кафель в хорошем состоянии? У нас дети, кот да собака. Ей такими темпами осталось год не больше. Не хочется из-за внешнего вида перекладывать. Придется клей старый счищать, а клеил я на совесть. Есть какие-нибудь приспособления для очистки плитки?
Приспособлений? Нет, я об этом не слышал. Зато знаю один способ. Подходит для решения проблемы с внешним видом кафеля. Вам лучше будет использовать лак для керамической плитки. Вы сможете обновить внешний вид своей ванной. Эффект был бы куда лучше, если бы вы проделали эту процедуру до того как стали активно эксплуатировать помещение. Что как раз можно сделать на кухне. Использовать лаки для плитки можно и нужно. Технология проста до невозможности. Вам понадобится кусок материи и собственно сам лак. Им нужно будет хорошо пропитать плитку, а затем при помощи тряпки разгладить, избавившись от пузырей и прочих косметических дефектов. Только материя должна не оставлять ниток, быть чистой и тому подобное. Это лучшее средство для сохранения керамических плиток в их первозданном виде. Кстати, после такой обработки, ваш пол будет блестеть. Весьма интересный момент. Он будет гладким. Так что если вы специально выбирали пористый или шероховатый облицовочный материал для ванной, знайте, скользить при попадании воды будет неминуемо. Поэтому в ванной не особо практичен. А в кухне подойдет вполне. Так что обрабатывайте лаком и наслаждайтесь внешним видом своего кафельного пола. Вам лучше подойдет бесцветный лак.Он дополнительно добавит объем.
Можно ли покрасить кафельную плитку краской
Требуются ли для покраски кафеля на кухне, в ванной специальные средства или подойдет обычная краска для стен? Определенно требуются. Это связано с 2 факторами:
- спецификой поверхности (различными разновидностями керамики);
- довольно сложными условиями, существующими в ванной, кухне – влажность, повышенная температура, брызги жира.
Поверхности, отделанные штукатуркой или покрытые керамической плиткой, отличаются – у них разная структура, они по-разному реагируют на окрашивание:
- при окрашивании оштукатуренной стены краска свободно проникает в микроскопические поры штукатурки, связываясь с ее основанием;
- керамический кафель плотный, компактный, гладкий, поэтому краска не имеет шанса проникнуть в его структуру и плохо прилипает к поверхности, поэтому необходимо использовать специальные продукты.
Планируя покраску плитку на кухне, в ванной, нужно помнить об определенных условиях, существующих в этих комнатах. Краска должна обладать следующими свойствами:
- адаптированной к длительному контакту с влажным воздухом, водой;
- устойчивой к чистке, механическим повреждениям;
- устойчивы к воздействию моющих средств, чтобы можно было мыть стены, полы, не опасаясь повреждения покрытия.


Рекомендации при использовании лака для напольной кафельной плитки
Рекомендации профессионалов во время работы с лаковыми веществами:
- Сохранять лакокрасочные вещества нужно в прохладных местах.
- Для работы с подобным составом нужно иметь специальную защитную одежду, очки и перчатки. Рекомендуется также применять респиратор, тем более при лакировании помещений большого размера.
- Во время работы помещение должно прекрасно проветриваться, однако без сквозняков. Прекрасным вариантом станет прекрасно работающая система вентиляции.
- В помещении, где проводятся лакокрасочные работы, нельзя курить или пользоваться открытым огнём, так как лак имеет прекрасно воспламеняемые растворители.
- Руки и инструменты после тго как работы закончены чистят с помощью терпентина или других растворителей для краски.

Специальная защитная одежда для лакировочных работ
Особенности лака для керамической напольной плитки
Лак, используемый для нанесения на керамическую напольную плитку, имеет такие особенности:
- Так как плитка на полу часто подвергается большим нагрузкам и перепадам влажности, к лаку предъявляются особые требования. Он должен:
- после высыхания не давать желтизну;
- иметь высокую прочность и износоустойчивость, так как при большой проходимости людей есть риск его истирания;
- отвечать нормам экологической безопасности.
- Для лакирования напольной кафельной плитки используется двухкомпонентный керамический лаковый состав. Его изготовление производится на основе акрила с насыщением мелкими керамическими нано-частицами. После высыхания он приобретает высокую прочность и твердость, а также привлекательный глянцевый вид. Он обладает отличными эстетическими свойствами:
- поверхность становится ярче и имеет хороший блеск;
- отлично защищает поверхность от мелких повреждений, так как в его составе есть компоненты, способствующие самозатягиванию микроцарапин.
- Лакирование плитки после ее окрашивания также можно производить составом на водной основе, который на протяжении всего периода эксплуатации остается в неизменной форме, без желтизны.
 Привлекательность лакированной плитки
Привлекательность лакированной плитки
- Такие лакокрасочные составы используют не только для напольной кафельной плитки, но и для настенной.
- Лак также применяется для предварительной обработки плиток с пористой структурой перед укладкой их на клей с цементной основой или перед заполнением швов.
Косметическое обновление кафельной плитки
Что хорошего в таком способе? Во-первых, не нужно ничего разрушать или все заново строить. Как раз этот замечательный способ подойдет тем людям, которым ничего не нужно ремонтировать, а они хотят создать неповторимый интерьер в кухне или в ванной комнате. Для такого варианта необходимо будет купить такие материалы: краска для кафеля в ванной или виниловые наклейки.
Виниловая пленка
Если вы не знаете, чем покрыть плитку в ванной, вам может помочь виниловая пленка. Виниловая пленка является водоустойчивым и недорогим строительным материалом для ремонта кафельной плитки. На данный момент в строительных магазинах существует колоссальный выбор наклеек с разнообразными рисунками, которые поражают человеческое воображение. Благодаря современным технологиям на виниловую пленку можно нанести даже фотографии. Вот такая пленка скроет все неточности кафельной плитки.
 Виниловые наклейки для плитки
Виниловые наклейки для плитки
Сначала поверхность старой плитки подготавливаем под поклейку простым мытьем обычным моющим средством. Далее виниловую пленку, которая имеет клеевую основу, переносим на кафельную плитку.
Виниловую пленку начинаем клеить с средины, разглаживая ее к краям, для того чтобы не образовывались складки и неровности.
Покраска кафельной плитки – последовательность действий
Как покрасить плитку в ванной? Сразу же скажем, что покраске подлежит лишь плитка на стенах и на потолке (если она там есть). Кафель на полу постоянно подвергается влаге – мокрые пятна от душа, вода случайно расплескалась из раковины умывальника. И поэтому не получится покрасить напольный кафель, чтобы такая краска сохранилась надолго. Для того чтобы подготовить плитку под покраску, необходимо ее сначала помыть и обработать поверхность абразивом. В основном, для такого дела используют наждачную бумагу. Нужно тщательно почистить кафель, чтобы там не было плесени, грязи. Именно абразив сможет не только удалить грязь, которая въелась, но и отшлифовать ее – именно так уйдет глянцевая поверхность.
 Очистка кафеля перед покраской
Очистка кафеля перед покраской
Если же на стенах остались поломанные плитки, лучше их перед покраской заменить или наладить. Помните, что на глянцевую поверхность краска будет ложиться с трудом – поэтому готовую поверхность хорошо потрите наждачной бумагой.
Покраска плитки в ванной комнате будет проходить следующим образом. На пол кладутся газеты или ненужный картон. Готовую поверхность плитки начинаем грунтовать (грунтовку подбираем под краску). Даем некоторое время для сушки грунтовки. Следует брать такую грунтовку, которая не будет бояться влаги и будет способна выдержать высокий уровень влажности. Так вы продлите срок службы краски.
 Украшение ванной комнаты простым узором на белой плитке
Украшение ванной комнаты простым узором на белой плитке
После того, как грунтовка высохла, наносим на нее краску. Чем обработать плитку в ванной? Можно купить глянцевую и полуматовую эмульсионную краску, — так вы сможете создать блестящую поверхность, а также наносить такую краску проще. Но стоит помнить, что она не настолько долговечна. Если же вам нужно более долговечное покрытие, покрасить старую плитку в ванной можно масляной краской. Но ее будет немного сложнее нанести, однако такая краска прослужит намного дольше.
Покраска кафеля в ванной делается тонкими слоями – и каждый из них должен хорошо успеть просохнуть. Количество слоев покраски будет зависеть от того, какой результат вам требуется.
Помните, что лучше сделать несколько тонких слоев, чем один, но толстый, — ведь тонкие слои будут лучше ложиться, что обеспечит качественное и прочное покрытие. Как можно заметить на фото, качественно покрашенная плитка – это стильно и красиво. А главное – такой способ обновления ванной комнаты является бюджетным вариантом.
 Рисунок на плитке позволяет украсить ванную комнату
Рисунок на плитке позволяет украсить ванную комнату
Что такое краситель для бетона
Краситель для бетона, по-другому пигмент, представляет собой особый мелкодисперсный порошок, который служит наполнителем и имеет определенные свойства благодаря химическому составу. Вот основные из них:
- не растворяется в воде и растворителях;
- не поддается воздействию олифы, смолы и им подобных агрессивных сред;
- термостойкий;
- светостойкий, но некоторые искусственные пигменты с течением времени обесцвечиваются;
- на него не действует щелочная цементная среда;
- не зависит от условий погоды;
- не поддается воздействию жары и мороза.
Для окрашивания используют два способа:
- Первый заключается в том, что пигментные красители для тротуарной плитки добавляются в бетон еще на стадии замеса, это приводит к сквозному окрашиванию материала.
- Во втором случае акриловая краска наносится на внешнюю поверхность уже изготовленной плитки.
Второй способ значительно дешевле, но у него есть недостаток: с течением времени под механическим воздействием будет происходить износ, и оттенок поверхности будет сначала блекнуть, а затем и вовсе сотрется. Его придется периодически обновлять.
Самостоятельная покраска плитки
Чтобы своими руками покрасить плитку, понадобится набор инструментов и материалов:
- наждачка с мелкими зернами;
- грунтовка (лучше эпоксидная);
- малярные валики;
- кисти;
- лоток для краски;
- ветошь;
- растворитель;
- малярный скотч;
- обезжиривающий состав;
- краска;
- лак.

Прежде чем приступать к окрашиванию, нужно тщательно подготовить поверхность. Подготовительные работы включают выполнение таких действий:
- Освобождаем помещение от мебели, бытовой техники, предметов интерьера. Крупные предметы, которые не удается убрать, покрываем полиэтиленом, чтобы не испачкать их краской.
- Очищаем плитку с помощью моющего средства. Подойдут абразивный порошок или кислота: оба средства отлично справляются с удалением грязи и жира.
- Смываем с поверхности моющий состав, вытираем кафель ветошью. Ждем высыхания плитки.
- Дополнительно обезжириваем кафельную плитку с помощью ацетона или бензина.
- Обрабатываем плитку наждачной бумагой.
- Вместо наждачки можно использовать обычный песок. Насыпаем песок на губку и натираем ею кафель. Цель та же самая, что и с наждачной бумагой — создать слегка шершавую поверхность для лучшего сцепления с краской. Еще один вариант — обработка плитки металлической губкой.
- Удаляем образовавшуюся пыль сухой ветошью или пылесосом.
- Грунтуем поверхность. Грунтовку наносим с помощью кисти. Не допускаем образование потеков, в особенности по швам.
- Заделываем швы шпаклевкой.
- Плинтуса обклеиваем скотчем, чтобы в дальнейшем не испачкать их краской.
Обратите внимание! Особенно тщательно следует зачищать швы, так как там накапливается больше всего грязи. Если на швах осталась грязь, после покраски на этих участках появится грибок
Нанесение краски
Существует несколько подходов к покраске кафельной плитки:
- Капитальная покраска. Предполагает полную замену цвета.
- Обновление цвета. Цветовой фон не меняется, а единственная цель — обновление существующего слоя лакокрасочного покрытия. Нужно лишь сделать цветовой фон более интенсивным.
- Создание рисунков или узоров. Выполняется как на старый слой краски, так и на новый.
При выполнении малярных работ следует позаботиться о мерах безопасности. Для этого надевают рабочую одежду, резиновые перчатки, защитные очки и головной убор.
Последовательность действий при покраске плитки:
- Тщательно размешиваем краску. Состав должен приобрести однородную консистенцию.
- Заливаем краску в малярный лоток или другую посуду, в которой удобно обмакивать валик/кисть. Для обработки больших поверхностей рекомендуется использовать малярный валик, а кистью прокрашивать только углы и труднодоступные места.
- Краску наносят в несколько слоев, количество которых определяется рельефом плитки: если она гладкая, понадобится 3 – 5 слоев. Краску начинают наносить от противоположного выходу из помещения угла.
- Каждый слой наносится после высыхания предыдущего. Время высыхания покрытия зависит от вида краски, температуры воздуха и влажности. В среднем на высыхание слоя уходит 6 – 12 часов.
- Когда нанесен последний слой краски, следует подождать трое суток: после этого по полу можно будет ходить. Это касается и стен: в течение 72 часов стен лучше не касаться, иначе на покрытии могут остаться следы.
Лакировка плитки
Чтобы дополнительно защитить лакокрасочный слой, рекомендуется обработать уже покрашенную плитку лаком. Благодаря лаку покрытие становится более устойчивым к влажности. С лакированной поверхности смыть лакокрасочный слой так просто не удастся. Пленка, образовавшаяся после лакирования, служит барьером для истирания краски.
Перед нанесением лака нужно удостовериться, что состав не причинит вреда краске. Для этого выбираем маленький участок окрашенной поверхности и наносим туда небольшое количество лака. Смотрим на реакцию. Если в течение нескольких часов краска не повредится, лакируем оставшуюся площадь.
Если нужно сохранить оригинальный цвет покрашенной поверхности, рекомендуется использовать глянцевый лак. Составы с матовым эффектом изменят изначальную расцветку. Лаки на основе масел использовать нежелательно: они придают покрытию желтоватый оттенок.
Технология покраски
Чтобы избежать многих проблем и неудобств при покраске плитки в ванной комнате, специалисты советуют покрасить только те стены, которые не контактируют с водой. На остальную поверхность лучше нанести декоративный рисунок.
Для закрашивания рисунка на керамической плитке краску стоит наносить в 2 слоя. При этом второй наносится только после полного высыхания первого. Повторная окраска осуществляется строго в перпендикулярном направлении.
Если поверхность нужно разнообразить орнаментом или различными линиями, можно использовать малярную ленту, которая клеится только после нанесения базового слоя краски. После полного высыхания малярная лента легко снимается.
Покраску лучше всего осуществлять при помощи поролонового валика, который позволит быстро окрасить большую площадь. Если в планах имеется создание различных рисунков, лучше использовать обычные кисточки.
Если говорить о ванной комнате, то ее использование лучше ограничить на время до полного высыхания краски. В противном случае поверхность может быть смазана или испорчена, что станет причиной для дальнейшего развития грибка, плесени и т.д.
При покупке плитки в ванную комнату можно сразу выбрать специальный кафель для покраски. Это поможет значительно облегчить дальнейшую покраску поверхности.
Инструкция по нанесению на плитку из керамики
Перед окрашиванием керамическую плитку моют при помощи жесткой щетки и чистящего средства
Особое внимание уделяют швам. При плохом состоянии поверхности кафель можно зашлифовать наждачной бумагой с мелким зерном
Обязательное условие удачных реставрационных работ — каждый этап декорирования кафельной плитки должен завершаться тщательной просушкой нанесенного слоя.
После удаления загрязнений и пыли можно приступать к реставрационным работам:
- с помощью безворсовой салфетки и специального растворителя обезжирить поверхность плитки;
- нанести грунтовку;
- при помощи валика с поролоновой поверхностью покрасить плитку (углы и труднодоступные места обработать малярной кистью);
- тонким ровным слоем нанести защитный лак (при работе на полу состав можно наносить мягкой тканью).
Роспись керамической плитки можно проводить вручную или же при помощи готового трафарета. Красивые, высоко детализированные рисунки получаются при использовании многоразовых трафаретов промышленного производства. Такие формы имеют клейкую основу, что предотвращает растекание краски и случайный сдвиг трафарета.




Многих интересует, на кухне, где вероятность загрязнений жиром, копотью и остатками пищи особенно велика, а кафельный фартук часто подвержен воздействию горячего пара. Специалисты утверждают, что это допустимо, т. к. пленка защитного лака для керамики устойчива к воздействию моющих и чистящих веществ.




Техника безопасности
Прежде чем раскрасить и покрыть плитку лаком, следует изучить технику безопасности для выполнения работ такого вида. Во избежание попадания пыли в дыхательные пути и глаза на этапе подготовительной шлифовки следует работать в респираторе и очках.

Даже при использовании красок и лаков на водной основе рекомендуется проводить покраску и лакировку:
- в проветриваемых помещениях;
- в резиновых перчатках;
- вдали от источников тепла и открытого огня.
Запрещено:
- курить во время проведения реставрационных работ;
- выбрасывать остатки лакокрасочных материалов в канализацию.
Попавшую на руки, инструменты и одежду краску можно убрать, воспользовавшись специальным растворителем.
Необходимые материалы и инструменты

Окраска керамической плитки предполагает наличие следующих инструментов и материалов:
- чистящих губок, салфеток и щеток для уборки;
- жидкого обезжиривающего средства (растворителя, технического спирта, ацетона);
- грунтовки;
- шлифовальной сетки, мелкозернистой наждачной бумаги;
- резиновых перчаток;
- респиратора;
- кистей, валиков;
- специальной ванночки для краски и лака;
- малярного скотча;
- трафаретов;
- краски и защитного лака.
Художественную роспись на плитке выполняют при помощи профессиональных инструментов: графитовых карандашей, кистей, мастихин, аэрографа (распылителя краски). Это увлекательный процесс, требующий знаний, опыта и мастерства, поэтому при отсутствии необходимой подготовки лучше заказать выполнение рисунка профессионалу.
Защита рисунка
Ручная роспись керамической плитки может проводиться до укладки кафеля на стену или пол. Также техника нанесения красок на керамику популярна среди мастериц в области hand made. Из небольших плит делают картины, панно, ими украшают зеркала, оконные и дверные проемы, создавая оригинальный декор интерьера в помещении.
Для защиты рисунка после нанесения расписные плитки подвергают дополнительному обжигу в течение 20-25 минут при температуре +160…+180 С. После отключения печи плитку следует оставить в ней до полного остывания.
Подготовка и завершение покраски
Красители для тротуарной плитки требуют ответственного отношения, поэтому подготовка и завершение покрасочных работ являются едва ли не самыми важными процессами во всем деле.
Прежде всего, нужно тщательно очистить дорожку – от этого зависит прочность сцепления краски с бетоном и ровность окрашенной поверхности. Идеальным будет мытье дорожки с моющим средством. После этого нужно тщательно удалить его остатки. Также для устранения мелких частиц с поверхности и между плитками пригодится обычный пылесос или жестка щетка. Этот процесс пыльный и трудоемкий, поэтому неплохо будет проводить его в специальной одежде.
Окрашивание готового бетона осуществляется в несколько слоев. После нанесения первого поверхность необходимо хорошо просушить согласно инструкции к красителю. При нанесении второго и следующих слоев краску обязательно перемешивают и просушивают между слоями.
Пользоваться готовым покрытием можно будет только спустя несколько дней, так как оно должно набраться необходимой прочности.
Достоинства и недостатки

Лакирование керамической плитки дает многие неоспоримые преимущества. После высыхания лака на поверхности создаются тонкий, но очень прочный защитный слой. Если покрыть плитку лаком, особенно старый кафель, то можно сделать его снова привлекательным, благодаря этому можно сэкономить средства. Кроме того, в некоторых случаях после лакирования напольное покрытие становится менее скользким.
Если обработать лаком кафельную плитку, находящуюся в условиях чрезмерной влажности воздуха и скачков температуры, то акриловая лаковая смесь будет защищать материал от постепенного разрушения. Лак заполняет все микротрещинки и поры, находящиеся на поверхности новой или старой плитки, в результате она остановится защищенной от впитывания влаги и воды. После лакирования гораздо легче ухаживать за поверхностью, так как ровная и гладкая стена или пол очень медленно загрязняется, и мытье выполняется очень быстро. После использования лака для плитки, этот материал не будет выцветать, то есть со временем не будет меняться его оттенок, благодаря чему кафель сохраняется привлекательным на протяжении многих лет.
Если не соблюдать технологию лакирования и неправильно нанести лаковую смесь, то внешний вид покрытия будет испорчен. А если лакировать пол, по которому каждый день проходит огромное множество людей, то покрытие очень быстро сотрется, несмотря на то, что оно является прочным и надежным. Старый лаковый слой, который полностью затвердел, удаляется достаточно сложно.
Правила нанесения лака
Лаковый состав можно наносить на напольную или настенную плитку при помощи щетки, кисточки или отреза мягкой ткани. Если используется ткань, то она должна быть безворсовая. Наносится состав равномерным слоем, специалисты не рекомендуют использовать метод налива, так как если налить лак на пол, то потом его достаточно сложно распределить равномерным слоем на основании, в итоге появятся пятна и наплывы.

Когда раствор будет нанесен, необходимо выждать 10-15 минут, чтобы смесь впиталась, после этого остатки убираются ветошью или тряпкой. Если лакируется тосканский кафель или терракот, то обязательно нужно наносить два-три слоя, чтобы достичь необходимого результата. Если материал гладкий и практически не впитывает жидкость, то нужно использовать только мягкую ткань, чтобы не было наплывов, они обязательно испортят внешний вид пола.
По прошествии 12 часов после лакирования можно начинать ходить по полу. Процесс нанесения лакового состава на настенный кафель точно такое же. Специалисты говорят, что плиточный лак можно применять для лакировки разных быстро впитывающих материалов, перед тем как их приклеивать на основание из бетона, или перед тем как создавать швы. Благодаря предварительной лакировке значительно облегчится уборка. Однако не нужно предварительно лакировать терракоту, так как она может выцветать. При нормальных условиях потребительские характеристики плиточных лаковых составов сохраняются на протяжении полутора-трех лет. Когда все работы будут завершены, одежду, кожу и используемые инструменты обязательно нужно сразу же помыть при помощи какого-либо растворителя.
Как с помощью краски отреставрировать плитку в ванной
В ванной комнате всегда очень влажно, и даже самая качественная плитка теряет свой вид. Она мутнеет, утрачивает блеск или покрывается несмываемыми разводами, и требуется ее замена, отнимающая время и финансовые средства. Но существует более быстрый и дешевый способ не только обновить потерявшее свой эстетичный вид кафельное покрытие, но и придать помещению неповторимый дизайн. Для этой цели потребуются краска для плитки в ванной, малярный инструмент и немного фантазии.
- Выгода косметического обновления кафеля
- Какое покрытие выбрать
- Как сделать окраску кафеля и керамики прочной
- Несколько секретов для 100% успеха


Покрытие поверхности лакокрасочными составами позволит привести комнату в красивый вид, придать ей индивидуальность и неповторимый шарм.
Порошкообразные красители
Порошкообразные красители также имеют свои виды:
- Металлические. В основу такого красителя, добавлены сплавы из меди, бронзы и цинка.
- Природные. Пигменты, полученные из пород горного происхождения, методом измельчения. Это вариант красителя, считают наиболее дорогим.
- Химические. Это краситель, изготовленный из веществ синтетического характера. Данный вид считается наиболее известным и популярным, к тому же достаточно дешевым.
Окрашивание плитки при ее изготовлении. Особенности процесса
Покраска плитки в три цвета
Если вы самостоятельно занимаетесь изготовлением тротуарной плитки, то при окрашивании лучше отдать предпочтение акриловому красителю. Единственное что нужно учитывать, это то, что в сам пигмент необходимо добавить песок, это позволит получить желаемый цвет. Обычно, чем больше красителя в песке, тем исходный цвет ярче и насыщенней.
Рекомендуется при разведении красителя сделать несколько пробников, это позволит узнать цвет готового изделия, после его высыхания. Если конечный результат вам не понравился, следующую партию можно подкорректировать.
Характеристики влагостойких красок

Красим стены в ванной вместо плитки
Масляная краска для ванной комнаты самый бюджетный и простой вариант. Она стоит меньше всех остальных. Создает прочную пленку, не реагирующую на воду. К недостаткам относятся:
- быстрое стирание поверхности;
- сильный запах, сохраняется некоторое время после высыхания;
- потеря блеска при воздействии моющих веществ;
- резко выделяются следы брызг и капель мыльного раствора;
- недолговечна покраска стен в ванной, быстро начинает трескаться и отслаиваться;
- не пропускает воздух.
Масляную краску можно использовать для реставрации труб. Их надо очистить, обезжирить и покрыть специальной грунтовкой.
Латексная краска для ванной обойдется дороже. Она великолепно смотрится, образует твердую поверхностную пленку и не имеет запаха. Покрытие на основе ПВА быстро сохнет и отталкивает воду и грязь. Сохраняет длительное время блеск. Можно применять вместо масляной эмали для реставрации пластиковых труб.

Окрашенные стены в ванной комнате
На вопрос, чем покрасить стены в ванной с точки зрения комфорта, ответ один. Силиконовая краска влагостойкая. Она имеет высокую паропроницаемость. Специально для санузлов вы не найдете. Смело берите фасадную смесь, для реставрации внутренних стен квартиры.
Акриловые краски глубоко проникают в поверхность. Без запаха. Быстро сохнут. Покраска стен в ванной доступна любителю, желающему сделать все самостоятельно. Можно применять без покрытия грунтовкой. Но это значительно увеличит расход. Большой выбор цветов и возможность сделать желаемый оттенок на колеровочной машине.
Покрасить стены в ванной хлоркаучуковой краской обойдется вам дорого. Она водостойкая и предназначена для окрашивания бассейнов и ванн внутри. Одинаково хорошо сохраняется под водой и в сухом состоянии.
Внимание!Не рекомендую брать для стен силикатную краску. Она влагостойкая, но совершенно не пропускает воздух
В составе нет антисептиков. Не совместима ни с одной из перечисленных красок.
Кафельная плитка отличная основа для нового декора

Красим стены вместо плитки в ванной
Нам оставалась покраска плитки в ванной. По моему совету друг оставил островки кафеля, которые хорошо держались. Стены вокруг них прошпаклевал и покрасил. Через пару дней, после того, как все высохло, приступил к реставрации кафеля. Перед тем, как покрасить плитку в ванной:
- обклеил границы малярным скотчем;
- вымыл и обезжирил кафель;
- почистил швы;
- прошелся мелкой шкуркой;
- покрыл грунтовкой.
Краску на кафель наносил валиком. Мы выбрали акриловую. Эпоксидная и масляная краска имеют сильный запах, который сохраняется в закрытом помещении даже после высыхания. Через несколько часов Вадик нанес на окрашенный кафель пятна цветной авто эмалью. Так он нарисовал фрагменты с размытыми контурами. Мелкие элементы прорисовывал составом для керамики уже после снятия скотча. Краски дорогие, используются специалистами только для декорирования кафеля.
На этом покраска стен в ванной и самостоятельный ремонт моим другом был завершен.
Также рекомендуем к прочтению:
 Пластиковые уголки для стен цветные и белые
Пластиковые уголки для стен цветные и белые  Натуральная пробка для стен совместима с современными стилями, имеет много преимуществ
Натуральная пробка для стен совместима с современными стилями, имеет много преимуществ  Необычное решение или Панно на стену своими руками
Необычное решение или Панно на стену своими руками  Узнаем что делать дальше после штукатурки стен
Узнаем что делать дальше после штукатурки стен  Чем обшить стены на даче внутри недорого, сохранить стиль и чистую экологию в помещении
Чем обшить стены на даче внутри недорого, сохранить стиль и чистую экологию в помещении
Какие средства для покраски имеются
Покраска тротуарной плитки производится при помощи красок:

Резиновые, алкидные и полиуретановые краски идеально подходят для тротуарной плитки. Они обладают повышенной износостойкостью и защищают поверхность.
- Резиновых — это краски на водной основе. Эластичность повышенная, они не трескаются, водонепроницаемы, имеют высокую степень износостойкости, не шелушатся и прекрасно сохраняют свои свойства как при очень высокой температуре, так и во время сильных морозов.
При этом не имеют запаха, без растворителей и безвредны. Покрытие не скользит, что особенно значимо в холодные времена года.
- Алкидных красок и лаков по бетону. Прекрасно подходят для защиты плитки. Обладают стойкостью к химическому воздействию, оберегают от разрушения, раскрашивания плитки и предотвращают появление солей.
Абсолютно стойки к атмосферным явлениям. Имеют резкий запах, который сохраняется долгое время. Но при этом обеспечат долговечность даже при повышенных механических нагрузках.
- Полиуретановых красок, так как они имеют высокую ударную вязкость, высокую износостойкость и прочность, химическую стойкость. При применении на открытом воздухе может иметь место изменение оттенка, но защитные функции не меняются.
Полная герметизация плитки и ее упрочнение также достигаются благодаря окрашиванию. Может наноситься даже при температуре -30 градусов.
Если вы выбрали краску, которая, как вам кажется, идеально подойдет к тротуарной плитке на вашем участке, то можно начать подготавливать поверхность для окраски. В первую очередь нужно тщательно вымести всю грязь и мусор с поверхности плитки и из щелей между ними. Если есть такая возможность, то стоит использовать для этого пылесос, так как помехой для идеальной покраски может стать малейшая соринка, случайно оставшаяся на поверхности.
Качество покраски зависит от того, насколько тщательно Вы подготовите поверхность.
После тщательной очистки плитка омывается водой, желательно из шланга. Напором воды вы смоете оставшиеся частицы грязи и пыль.В идеале это может быть моющая машина, но для небольших поверхностей подойдет и садовый шланг. После водных процедур нужно дать поверхности высохнуть.
После полной просушки можно начинать окрашивание. Не забудьте прочесть инструкцию по использованию краски, которую вы выбрали для тротуарной плитки.
Специалисты рекомендуют первый слой краски разбавить 20-типроцентным минеральным скипидаром, что увеличит адгезию первого слоя с плиткой. Наносить краску лучше всего при помощи валика с коротким ворсом или удобной кисти.
Нанеся первый слой, дайте ему полностью просохнуть. Второй и, если понадобится, третий слои наносятся тем же инструментом, но без разбавления скипидаром.
Нанесение нового слоя должно происходить только на полностью просохший предыдущий слой. О сроках высыхания краски вы тоже прочтете в инструкции по применению.
Не забывайте во время каждого окрашивания с постоянной периодичностью тщательно вымешивать краску с помощью мешалки, эта предосторожность поможет сохранить вам ровность цвета. .
После окончания окрашивания, добившись нужного результата, не забудьте, что по плитке лучше не ходить первые несколько дней. Этот нюанс и несколько других нужно учитывать уже при планировании окрашивания плитки.
Специфики лака для кафельной напольной плитки
Лак, применяемый для нанесения на керамическую плитку для пола, имеет такие специфики:
- Так как плитка на полу нередко подвергается немалым нагрузкам и перепадам влаги, к лаку предъявляют специальные требования. Он должен:
- после высушивания не давать желтизну;
- иметь большую прочность и устойчивость к изнашиванию, так же как и при высокой проходимости людей существует риск его истирания;
- отвечать нормативам безопасности в экологическом плане.
Для лакирования напольной керамической плитки применяется двух-компонентный керамический лаковый состав. Его изготовление изготавливается на акриловой основе с насыщением мелкими керамическими нано-частицами. После высушивания он приобретает большую прочность и твердость, и также симпатичный глянцевый вид. Он владеет хорошими художественными характеристиками:
поверхность становится ярче и имеет хороший блеск;
превосходно оберегает поверхность от очень маленьких повреждений, так как в его составе есть элементы, помогающие самозатягиванию микроцарапин.
Лакирование плитки после ее покрытия краской также можно делать составом на основе воды, который в течение всего периода эксплуатирования остается в неизменной форме, без желтизны.

Притягательность лакированной плитки
- Такие лакокрасочные составы применяют не только для напольной керамической плитки, но и для настенной.
- Лак также используется для подготовительной обработки плиток с структурой с порами перед укладыванием их на клей с основой из цемента или перед заполнением швов.











{kind=link}