





























Можно ли своими руками построить дом из газосиликатных блоков
Для тех, кто решил построить частный дом своими руками, использование газосиликатного блока для постройки стен будет отличным решением. После кладки нескольких рядов, вы заметите, что технология, да и сама кладка не так уж и сложна, как выглядит на первый взгляд.
Имея несколько обычных инструментов под рукой, огромное желание и хотя бы немножко «прямые руки», возвести стены будущего частного дома из этих блоков своими руками — не составит особого труда. Самое главное – придерживаться технологии и не отходить от своей главной цели – жить в собственном уютном доме, и тогда процесс кладки сможет доставить вам огромное удовольствие.
Ошибочно мнение, что для возведения стен необходимо как минимум 2-3 человека. Это скорее рекомендация, нежели правило. Естественно, вдвоем или втроем будет гораздо быстрее и веселее, но с кладкой стен из газосиликатных блоков справится и один человек, и этому есть огромное множество примеров.
Армирование
В связи с тем, что крыша имеет немалый вес, стены необходимо укрепить, чтобы они не деформировались под ее тяжестью. Это происходит посредством армирования стен из керамзитобетонных блоков. При этой процедуре используется арматура диаметром в 10 мм либо армирующая сетка. Армированию подлежит каждый второй или третий ряд кладки. Сетка или арматура кладется в штробы верхнего ряда, покрывается раствором. Затем возводят следующий блочный ряд.
Армирование продольного типа способствует повышению безопасности сооружения до необходимого уровня. И не забывайте перевязывать ложковые и тычковые ряды. Что касается оконных и дверных проемов, то они укрепляются U-образными блоками из арматуры и бетона. Очень много зависит от того, как были произведены керамзитоблоки. Именно этот показатель оказывает существенное влияние на их эксплуатационный срок.
Обратите внимание! Внутренние и внешние стены, как и остальные перегородки, рекомендуется устанавливать одновременно, с учетом перевязки всех имеющихся углов. Если сделать это не удается, используются штроба, а в местах будущего расположения внутренней стены выпускается используемая для армирования сетка
Для того, чтобы арматура не была помехой при кладке последующего ряда, ее надежно фиксируют. Арматуру укладывают по всей протяженности стены и утапливают в кладочный раствор.
Под плитами перекрытия либо конструкцией крыши необходимо наличие монолитного армопояса. Для этого устанавливаем опалубку по периметру, берем стальную проволоку и вяжем внутренний каркас, применяя арматурные пруты в количестве 5 штук. По ширине бетонный пояс может быть меньше, чем толщина стены. Его высота составляет не более 15 см.
Бетон заливается частями, чтобы он не растекался, используют перемычки, которые потом перемещают после застывания бетона. Такой армопояс дает возможность равномерно распределить давление перекрытий и делает конструкцию более надежной. Если крыша здания будет сделана из дерева, при изготовлении армопояса может применяться кирпич полнотелый гиперпрессованный, укладываемый в два ряда.
Приготовление газосиликатного клея
Если использовать клей с хорошим уровнем адгезии, то вы сможете обеспечить минимальную толщину шва, которая не должна оказаться больше 3 миллиметров. Это можно назвать несомненным плюсом данного материала, так как вы сможете улучшить теплоизоляционные характеристики готовых стен. Помимо прочего, газосиликатный клей имеет достаточно высокую прочность, что позволяет использовать его при проведении других работ, например, при укладке пено- или газобетона, а также при отделке наружных и внутренних стен плиткой. Если вами будет вестись кладка стен из блоков своими руками, то клеевой состав можно подготовить, налив воду в пластмассовое чистое ведро. После этого добавляется сухая смесь, состав хорошо размешивается с использованием электродрели с насадкой. Перемешивание следует осуществлять на малых оборотах до тех пор, пока не удастся достичь полной однородности состава
Важно правильно соблюсти соотношение жидкости и сухой смеси, которое должно быть указано в инструкции к товару. У разных производителей этот показатель может отличаться
Для того чтобы исключить застывание состава в ведре в процессе проведения работ, рекомендуется приготовить небольшую порцию. Как только вы начнете кладку стен, сможете понять, какое количество готового состава вам удастся выработать до момента его затвердевания. Все будет зависеть от скорости проведения работ.
Рекомендации по выбору материала
Для выведения стен необходим рабочий проект строительства или хотя бы кладочный план. В проекте рассчитываются теплотехнические характеристики, различные нагрузки на стены для определения необходимой толщины стен. Проектирование позволяет избежать массу ошибок, получить наилучшее соотношение цена — качество. Газобетон отлично справляется с конструкционно-изоляционной функцией. В каждой климатической зоне применяется различная толщина этого стройматериала
Для первой климатической зоны необходима толщина 360 мм, при плотности блока 500 кг/м куб, для остальных зон не принципиально (300 мм или 240 мм – здесь неважно). Для надежной теплоизолированности дома рекомендуются блоки не ниже марки D500
Если не запланировано утепление или декоративная штукатурка стен строения, используются морозостойкие марки газобетона F35 и выше. Целесообразно закупать газобетон только от известных фирм. Полукустарный материал не имеет абсолютной геометрии, что необходимо для качества кладки. В большинстве случаев используют ячеистый вид газового бетона, изготовленного с помощью технологии автоклавного затвердения. Дешевизна, легкость обработки, способность к высоким нагрузкам – эти признаки присутствуют у автоклавного газобетона.
Пошаговая технология кладки
Если внутренняя несущая стена по проекту также выполняется из блоков, её монтаж осуществляется одновременно с наружными стенами. При этом выполняется перевязка блоков в кладке. Не забудьте также оставить проёмы под входную и межкомнатные двери в газобетонных стенах, об установке которых можно узнать в этой статье https://izbloka.com/dom/steny/bloki/gazobeton/dveri-g.html.
На первом этапе нужно проверить высоты и горизонтальность фундамента. Перепады до 5 см допускаются, так как при такой толщине раствор не даёт усадку.
Остальные случаи считаются браком и требуют ремонта. Любые не слишком выраженные неровности требуется срезать или заполнить цементной смесью. Очень значительные неровности потребуют установки дополнительной опалубки с последующей заливкой поверхности бетонной смесью с пластификаторами, и дальнейшим выравниванием по уровню. Высота выравнивающего слоя должна составлять порядка 30-50 мм. Кладку можно осуществлять после просыхания слоя.
На следующем этапе выполняется укладка отсечной гидроизоляции. Поверхность прикрывается рулонной гидроизоляцией с нахлёстом материала на стыках.
 Выполнен гидроизоляционный слой, по углам ровно выставлены блоки по уровню или нивелиру, натянута шнурка в горизонтальном положении.
Выполнен гидроизоляционный слой, по углам ровно выставлены блоки по уровню или нивелиру, натянута шнурка в горизонтальном положении.
Кладка начинается с углов, а ориентиром служит наивысшая точка фундамента. Именно в этой точке устанавливается первый блок. Затем расставляются блоки по другим углам. Монтаж угловых блоков с паз-гребневым соединением осуществляется гребнями наружу.
СоветПосле расстановки блоков по углам ещё раз замерьте высоты и на каждом угловом блоке карандашом подпишите толщину требуемого слоя раствора.
Правильность установки угловых газобетонных блоков можно проконтролировать строительным уровнем или оптическим нивелиром. При необходимости подгонка угловых блочных элементов выполняется специальным резиновым молотком.
Внимание!Перед монтажом блоков на раствор ещё раз измерьте все стороны и диагонали. В прямоугольном здании противоположные стороны должны быть параллельны и равны
Смежные стороны должны быть перпендикулярны, что проверяется измерением диагоналей.
Установите угловые блоки на раствор, сверяясь с величиной толщины раствора, написанной на каждом блоке. Устанавливайте блоки точно по уровню. С помощью оптического нивелира проверяйте высоту угла блока. При несовпадении осадите блок с помощью киянки, либо добавьте раствора.
После монтажа угловых блоков натягивается шнурка
Внимание!При длине стены в десять метров и более, в центральной части укладывается блок, предотвращающий провисание шнура.
Далее вдоль шнура, ориентируясь на маячные блоки, монтируется блочная кладка с проверкой по горизонтали и вертикали.
Важно!Растворы для монтажа строительных газоблоков нужно наносить на поверхность основания с помощью мастерка. Укладка первого ряда газосиликатных блоков осуществляется на цементно-песчаные растворы, а все последующие ряды монтируются исключительно на клеящие составы
Боковые поверхности в обоих случаях обмазываются клеящими составами.
резки газосиликатных блоковпила по газобетону
После того, как будет проведена кладка первых блоков, и цементный раствор полностью схватится, очень важно провести армирование. Об армировании газобетона и её необходимости читайте в этой статье: .
Перед дальнейшим монтажом нужно дождаться полного затвердевания раствора, что предотвратит риск деформирования стартовых блоков весом последующих рядов.
Проверка выполненной кладки
После того как все блоки уложены, нужно выполнить проверку качества кладки. Для этого применяется деревянный уголок, строительный уровень и правило. Сама работа выполняется довольно просто, но это не значит, что ей можно пренебречь. Правило следует плотно прикладывать к готовому участку стены, после чего устанавливать сверху строительный уровень. Выровняв его, можно определить, есть ли отклонения по горизонтали или вертикали стены.
Далее требуется отступить примерно 2-3 ряда вверх, с использованием нивелира проверить ровность кладки газобетонных блоков еще раз. Так можно проверить не только вертикальность, но и горизонтальность стены. Однако делать это надо по ходу кладки, чтобы все отклонения было возможно убрать сразу, по мере выкладки следующих рядов.
Для исправления отклонений по осям необходимо меры принимать на этапе кладки междуэтажного перекрытия. Если же отклонения не превышают допустимые нормы, то все исправляется путем выкладки следующего ряда. Ровность углов проверяется еще проще, для этого используется деревянный строительный уголок. Необходимо, чтобы его плечи плотно примыкали к стенам.
Используя для строительства дома газобетонные блоки, можно легко и быстро получить качественное и надежное строение. Процесс строительства несложный, но для кладки лучше всего использовать специальный клей, который улучшает качество, повышает теплоизоляционные свойства. По мере сооружения стены надо использовать строительный уровень и другие инструменты, которые помогают проверять ровность кладки
Важно четко придерживаться технологии использования газобетонных блоков при сооружении дома.
Используемые инструменты
Перед проведением работ следует позаботиться об необходимых инструментах и приспособлениях для кладки керамзитобетонных блоков. Вам понадобятся:
- рулетка и уровень строительный;
- отвесы;
- мастерки и кельма;
- резиновая киянка и расшивка;
- болгарка с кругами, предназначенными для резки каменных материалов;
- бетономешалка;
- лопаты и емкости для приготовления кладочной смеси;
- средства индивидуальной защиты, спецодежда;
- строительные леса для удобства ведения работ на высоте. Как правило, их арендуют или изготавливают из надежного древесного материала. С лестницы работать опасно и не слишком удобно.

Влага и газобетон
Влажность газобетона напрямую зависит от конструктивных особенностей стен и сезонности эксплуатации помещения. Возрастание процента влажности стен способствует их быстрому разрушению. Во избежание увеличения влажности стен, их промерзания, необходимо соблюдать определенные правила.
Одно из главных достоинств газобетонных домов — паропроницаемость, может обернуться и недостатком, если подойти к отделке здания неправильно. В постоянно эксплуатирующемся доме из газобетонных блоков, стеновой «пирог» должен быть сделан так, чтобы паропроницаемость возрастала от внутренних к наружным слоям. Если данное правило нарушается, пар, систематически проникающий внутрь газобетона, не находит выхода и остается в материале, увеличивая показатель его влажности. Оптимальное устройство стенового «пирога» гарантирует свободное движение влаги.
Периодическое воздействие влажного воздуха не является причиной существенного накопления влаги во внутренних перегородках. При строительстве перегородок, газобетонные блоки применяют без ограничений – из них иногда строят даже душевые кабины. Для наружных стен уровень влажности имеет куда большее значение. Внутреннюю поверхность необходимо обработать гидроизоляционным раствором.
Достоинства и недостатки кладки
Как класть керамзитоблоки, мы выяснили. Теперь предлагаем рассмотреть положительные и отрицательные моменты, присущие этому материалу.
Плюсы:
- важное преимущество – стоимость керамзитобетонных изделий. Стоят они относительно дешево, отличаются доступностью максимальному количеству потребителей;
- отличные показатели по устойчивости к отрицательным температурам гарантируют, что конструкция будет эксплуатироваться продолжительный период;
- сочетания показателей прочности, тепловой проводимости и плотности блочного материала придадут помещению надежность и сделают его теплым;
- материал считается экологически чистым, отлично противостоит воздействию открытого пламени;
- еще один положительный факт – керамзитобетонные элементы не дают усадку;
- габаритные блоки позволяют вести кладочные работы с хорошей скоростью;
- отличная паропроницаемость способствует установлению комфортного микроклимата во всем здании;
- материал отличается хорошими шумоизолирующими качествами;
- блоки не подвергаются воздействию биологического характера;
- есть возможность выполнять кладочные работы собственными силами. Это позволит не привлекать опытных специалистов, сэкономленные средства можно перенацелить на другие виды работ. Кроме того, блочный материал можно готовить в домашних условиях;
- средняя масса блоков понизит нагрузочные воздействия на фундаментную основу;
- в стены из керамзитобетонных блоков крепежные элементы фиксируются легко, применение специальных метизов не требуется.
Но есть и отрицательные моменты:
- Уровень гигроскопичности блочного материала. Керамзитобетонные блоки хорошо впитывают воду, поэтому требуют защиты от подобного воздействия. Если данное условие не выполнено, могут произойти самые негативные последствия. Свойства блоков понизятся, прочность и устойчивость к морозам будут сведены к нулю.
- Обрабатываются керамзитобетонные блоки сложно. Объясняется это наличием абразивных качеств материала.
- Керамзитобетон боится воздействий механического характера. Больше всего это выявляется во время транспортировки материала и в процессе ведения кладочных работ.
- Кустарные производственные цеха оказывают отрицательное влияние на популярность блочного материала. Всегда есть риск приобрести блоки низкого качественного уровня.

Во время покупки блоков рекомендуется проверять сертификат качества, подтверждающий соответствие блоков требованиям установленных стандартов.
Укладка блоков из газобетона
Технология кладки из газобетона несложная, но надо тщательно соблюдать все этапы работы. В таком случае работа будет выполнена быстро, газобетонная стена приобретет требуемые качества. Сначала необходимо приготовить блоки и клей для кладки. Для первого ряда используется армирование, поэтому в верхней части блоков прорезаются специальные пазы, в которые будут укладываться армировочные прутья и слой клея. Наносится клей и на торцевые части, после чего соседние блоки плотно прижимаются друг к другу. Состав по поверхности распределяется зубчатой гребенкой. Величина зубьев гребенки должна составлять примерно 4-5 мм. Клей наносится слоем в 3 мм.
Выполняется кладка стен с обязательной перевязкой, причем каждый блок надо смещать на расстояние, равное примерно половине одного элемента.
Выполнять работу без перевязки нельзя, так как это отрицательно скажется на качестве и прочности стены.
Схема армирования кладки из газобетона.
Во время работы из швов может выступать раствор, затирать его нельзя, следует сразу же аккуратно убрать мастерком. Чтобы кладка получалась ровной, надо использовать шнур. Он натягивается от одного угла до другого. Ровность рядов проверяется строительным уровнем и правилом, углы — строительным деревянным угольником.
Не стоит забывать про гидроизоляцию, так как газобетон подвержен негативному влиянию влаги. В обязательном порядке гидроизоляция выполняется в местах примыкания к фундаменту, цокольному и первому этажу, подвальному помещению. После кладки стены нельзя надолго оставлять без защиты, так как материал подвержен изменениям под воздействием ультрафиолетовых лучей, дождей, ветра. Необходимо как можно быстрее приступить к утеплению и фасадным работам. Если это невозможно по ряду причин, то стены обязательно закрывают полиэтиленовой пленкой, пока работы не будут продолжены.
Можно ли не отделывать дом из газобетонных блоков
В процессе производства газобетонных блоков, сырьевая масса зарезается на отдельные фрагменты. После этого часть открытых пор оказывается на поверхности блоков. Когда стены намокают, газобетон впитывает влагу. Влага проникает исключительно в поверхностные слои и не способствует разрушению газобетона, но может ухудшать эстетику здания, формируя темные пятна на стенах. Здания из газобетонных блоков можно не отделывать снаружи, но только если вам все равно, как выглядит ваш дом. При использовании современных фасадных материалов, наличие наружной отделки стен из газобетонных блоков, гарантирует высокую эстетическую привлекательность здания и сохранение способности стен дышать.
Деформационные швы
Как и армирование, деформационные швы предназначены для защиты стен из газобетона от возникновения трещин. Места для устройства деформационных швов определяются в каждом случае индивидуально. Как правило, деформационные швы размещают в местах изменения высоты, толщины стен, между теплой и холодными стенами, в неармированных стенах, длина которых превышает отметку в 6 метров, также в местах соединения газобетонных блоков с иными материалами, колоннами, и в местах пересечения длинных несущих стен. Напомним, что деформационные швы следует уплотнять минеральной ватой или пенополиэтиленом. Изнутри швы обрабатывают специальным паронепроницаемым герметиком, снаружи – атмосферостойким герметиком.
Вентилируемые фасады
Диффузионные качества газобетона, его способность пропускать газы и водяной пар через себя (показатели паропроницаемости в 4 – 6 раз выше аналогичных свойств дерева), обеспечивают высокий уровень комфорта в доме. Данная способность также влияет и на выбор материала для обработки фасадов. Применение неподходящих фасадных материалов способствует ухудшению паропроницаемости стен а, следовательно, негативно влияет на уровень комфорта в доме. Помимо этого, если внутренние стены отделаны паропроницаемым материалом, а наружные нет, пар, проходящий в стены изнутри, не имеет возможности выйти наружу, и остается в газобетоне, увеличивая тем самым его влажность.
Газобетонные стены не следует облицовывать плитами из таких материалов, как пеностекло, вспененный пластмасс, полимерная штукатурка, нельзя красить паро- и воздухонепроницаемыми красками. В качестве материалов, применяемых для отделки, подойдут различные вентилируемые фасады: декоративные плиты, сайдинг, рейки и т.д. Традиционная штукатурка на наружных стенах дома из газобетонных блоков под действием пара, систематически проходящего сквозь стены, со временем отстает и получает неаккуратный вид. Именно поэтому при оштукатуривании используют только специальные штукатурки для газобетона.
Такая штукатурка по газобетону, имеет высокую адгезию к материалу стен, обладает высокой паропроницаемостью, минимальной усадкой, хорошей гидрофобностью, низким водопоглощением. Данная штукатурка способна прослужит в течение длительного временного промежутка, не отслаиваясь от газобетона. Оштукатуривание блоков из газобетона может выполняться без применения штукатурной металлической сетки.
Достоинства газобетона
Использование ячеистого бетона, так еще называют этот материал, дает при строительстве массу преимуществ:
- Так как газосиликатные блоки довольно легкие, то и вся конструкция будет весить намного меньше, чем при использовании кирпича или обычного бетона. Это позволяет обойтись более скромным фундаментом при строительстве дома, а если речь идет о перегородках в квартире – не превысить допустимую нагрузку на плиты перекрытия.
- По цене этот материал обойдется дешевле, чем кирпич или шлакоблок. Экономия может достигать до 30 %.
- После кладки стены не обязательно штукатурить благодаря гладкой поверхности блоков. Ровности поверхности способствуют также тонкие, по сравнению со стенами из другого материала, швы. Если использовать клеевой раствор, то их толщина не должна превышать 3 мм.
- Благодаря большому содержанию воздуха газобетон обладает отличными теплоизоляционными характеристиками. Это позволяет сэкономить на утеплении стен.
- По экологичности и паропроницаемости газосиликатные блоки похожи на такой строительный материал, как дерево. Но устойчивы к возгораниям, в отличие от последнего, так что их использование в квартире более безопасно.
- Стены из газобетона и газосиликата обеспечивают хорошую звукоизоляцию.
- Блоки легко обрабатываются, не требуется использование специализированного инструмента.
Работы в зимний период
Возводить строения из газосиликата возможно только в теплое время года или можно класть газосиликатные блоки зимой? Возведение зданий из газосиликатных блоков возможно, как летом, так и зимой.
Монтаж в зимний период имеет свои особенности:
- Выбор клеевого раствора — цементно-песчанную смесь использовать категорически запрещено, для работы применяется только противоморозный клей.
- Кладка разрешена только при температуре не ниже -5 градусов, в условиях нормальной влажности и не промерзших конструкции;
- Строительную площадку стоит предварительно изолировать и прогреть с помощью тепловой пушки;
- Большая трата времени – клей наносится сразу же перед укладкой блока, даже пару минут промедления могут плохо сказаться на основных свойствах;
- При прерывании монтажных работ, поверхность ряда тщательно закрыть пленкой, после ее снятия при необходимости очистить поверхность от возникшей наледи;
- Предварительно блоки требуется прогреть.

Так как кладка газосиликатных блоков зимой осуществляется на клей с противоморозными добавками, стоит внимательно изучить инструкцию приготовлению раствора
Важно предварительно подогреть воду до 40 -65 градусов (производитель указывает точный показатель).
Готовая смесь годна для использования не более 30 минут, поэтому замешивать стоит небольшими порциями. Хранить приготовленный клей нужно в пластиковой емкости с крышкой.
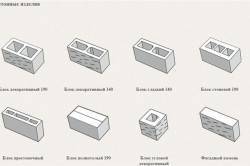
Монтаж блоков
Каждый из приведенных видов блоков имеет определенные сферы применения.
Кладка керамзитобетонных блоков
 Керамзитобетон — экологически чистый продукт, не выделяющий опасных примесей
Керамзитобетон — экологически чистый продукт, не выделяющий опасных примесей
Керамзитобетонные блоки – один из старейших и популярных видов блочных изделий.
В его состав входят стандартные бетонные компоненты (цемент и песок), пластификаторы и керамзит, который представляет собой материал, получаемый из глины методом обжига (под воздействием высоких температур).
Его применяют не только, как блочный компонент, но и в отдельном виде, утепляя с его помощью полы, стены и потолочные перекрытия каркасных и деревянных домов.
 Этот материал обладает отличными характеристиками звуко- и теплоизоляции. К тому же керамзит является экологически чистым натуральным продуктом.
Этот материал обладает отличными характеристиками звуко- и теплоизоляции. К тому же керамзит является экологически чистым натуральным продуктом.
Даже при резких перепадах температуры он не выделяет вредных примесей. Значит и блоки из керамзитобетона являются безвредным строительным материалом.
Процесс кладки бетонных блоков данного типа производится поверх гидроизоляционного слоя, поскольку нижнее основание стены или перегородки не должно отсыреть.
 Кладите блоки в шахматном порядке
Кладите блоки в шахматном порядке
Все ряды укладываются в шахматном порядке. Для соблюдения ровных горизонтальных и вертикальных линий следует задаваться определенными ориентирами.
Для соблюдения вертикальности часто натягивают нитку или леску с 2 сторон шва, чтобы не было перемещения блока относительно нижнего ряда. Горизонтальность принято определять с помощью уровня.
Если из блока возводится все здание, то начальным местом кладки перегородок всегда будет угол. Именно от того, как будет положен угол, зависит ровность перегородки и надежность всего строения. Для кладки данных изделий применяют цементно-песчаный раствор, в котором на каждые 4 части песка приходится 1 часть цемента.
При укладке керамзитобетонных блоков принято создавать горизонтальные швы толщиной не более 10 мм. Вертикальных швов может и не быть, это зависит от заливной формы. Керамзитные блоки делятся на два вида: стеновые и перегородочные, каждый из которых имеет соответствующее назначение.
Особенности кладки стен из газоблоков
 Газобетонные блоки сажают на клей или на цемент
Газобетонные блоки сажают на клей или на цемент
Газобетон – один из наиболее востребованных строительных материалов на сегодняшний день. Сооруженная с его помощью стена будет на 40-50% дешевле аналогичной кирпичной конструкции. Рассматриваемое изделие имеет относительно малый вес при высокой плотности самого материала.
Газобетонный блок является пожаробезопасным материалом, который не боится влаги и воздействия грызунов и грибка. Соединяющим раствором для газобетона может быть как клеевой состав, так и цементно-песочная смесь.
 Блоки хорошо режутся
Блоки хорошо режутся
Если монтаж газоблоков происходит при помощи цементно-песочного раствора, то ширина шва должна находиться в пределах 6-10 мм, если же при помощи клея, то 1-4 мм. При использовании клеевой смеси строение будет иметь лучшую теплоизоляцию.
Монтаж газоблоков производится таким же образом, как и укладка керамзитобетонных блоков. Газоблок отлично режется как по высоте, так и по ширине. Для проведения этого процесса следует применять обычную ножовку по металлу.
В стеновой кладке из газоблока армированию подлежит каждый 4 ряд. Газоблоки также имеют свои недостатки. Поскольку газобетон является пористым материалом, он способен со временем уменьшать свою плотность, в результате чего может произойти разрушение блока и его растрескивание.
Кладка стен из пеноблоков
Пенобетон является самым легким строительным материалом. Он обладает достаточно низкой плотностью, из-за чего создаваемые с его помощью строения подлежат качественному армированию.
Монтажным соединяющим веществом для пенобетона является клеевой состав. С его применением любому помещению гарантирована отличная теплоизоляция и звукозащита от внешнего мира.
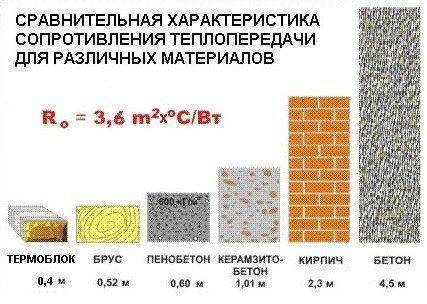
Сравнения свойств теплопередачи пенобетонных блоков с другими изделиями и материалами, из которых возводят различные строения, можно увидеть в приведенной ниже схеме. Секреты монтажа пеноблоков смотрите в этом видео:
Строительство домов из пеноблоков достаточно популярно сегодня. Оно подразумевает декорирование наружной поверхности конструкции. В качестве декора может выступать любая разновидность декоративной штукатурки или пластиковый сайдинг. Главное, чтобы поверхность была защищена от внешнего атмосферного воздействия, что гарантирует более долгий срок эксплуатации материала.
Раствор для кладки
Для кладки нужен крепкий раствор М75 – М125.
В стандартную мешалку, которые для частника производят в заводских или кустарных условиях входит примерно 10-11 ведер материалов.
На одну мешалку нужно ½ мешка цемента марки 500, 8 ведер песка и около 1,5-2 ведер раствора. Получается раствор примерно 1:5 с хорошей крепостью.
Песок может быть любой, но желательно мытый — он садится меньше. Для того, чтобы раствор не садился, в него добавляют жидкое мыло. Если мыло хорошее, то достаточно около 700-800 мл, но я встречал и такое мыло, которое требовалось до 2,5 литров. От такого мыла мы сразу отказались.
Технология замеса такова:
- Кладете 2 кирпича и на них кладете арматурину между ними. Сверху на арматурину поперек кладете мешок цемента, выравниваете его по середине. Кельмой разрезаете мешок с одной стороны, а затем за арматурину поднимаете мешок. Цемент делится ровно пополам, подрезаете и одну половинку используете.
- В мешалку заливаете 1,5 ведра воды.
- Затем аккуратно высыпаете цемент и запускаете мешалку.
- После 1 минуты работы мешалки начинаете высыпать песок по чуть-чуть.
- По окончанию можно добавить воду или песок чтобы скорректировать подвижность раствора.
Раствор должен быть не жидким, но и не сухим. То есть он должен на кельме не скатываться, но и комковаться.
Тип используемых растворов

Кладка керамзитоблоков осуществляется с использованием раствора или специального клея, при этом расходование связующих компонентов будет на порядок меньше, нежели при использовании керамического кирпича, так как объем материала в семь раз больше, чем объем более привычного кирпича.
Процесс смешивания раствора не должен превышать трех минут, иначе могут потеряться его первоначальные свойства. В него можно добавить известь, но тогда он будет обладать более ячеистой структурой и позволит использовать меньшее количество раствора. Именно из-за извести раствор станет более восприимчивым к влаге, станет менее прочным, что возможно приведет к растрескиванию стен.
Существует несколько вариантов растворов для кладки керамзитобетонных блоков:
- Цементно-песчаная смесь.
- Порошковые готовые смеси.
Чтобы изготовить стандартный раствор, вам понадобятся:
- песок мелкогранулированный – 1 часть;
- цемент марки 400 или 500 – 3 части;
- вода, предварительно очищенная и охлажденная – 1 часть.
Порядок приготовления раствора:
- В бетономешалку заливается небольшое количество воды.
- Засыпается бетон и песок в необходимых пропорциях.
- В процессе замеса доливается остаток воды.
Особенности цементно-песчаных растворов:
- раствор готовиться непосредственно перед применением;
- он не заготавливается впрок;
- срок его затвердевания – около 2 часов;
- для повышения такого показателя как пластичность, можно использовать один из многочисленных пластификаторов.
Что касается готовых сухих смесей, то они представляют собой порошок, который размешивается при помощи воды. Используйте при этом бетономешалку. Вода добавляется исключительно в том объеме, который рекомендован по инструкции. Для затвердевания таких растворов необходимо более длительное время. Но их стоимость довольно таки внушительная.
Варианты кладки
Есть несколько способов кладки керамзитобетонных блоков. Это зависит от толщины стен, принципа утепления, облицовки. К основным видам можно отнести:
- В блок, используя перевязку и чередование ложковыми и тычковыми рядами. Такой способ применим, если ширина стен такая же, как длина блока. Армирование делается каждые 3-5 рядов, используя арматуру либо армированную сетку. Такой способ подходит при строительстве дачных домов. Чтобы такие помещения имели хорошую теплоизоляцию, их утепляют снаружи 5-ти сантиметровым утеплителем, применяя минвату или экструдированный пенополистирол.
- Шириной в 60-сантиметров, перевязывая блоки и оставляя между ними пустоты. Этот способ очень похож на кирпичную кладку колодцем. При этом блоки перевязываются, а оставленные между ними пустоты заполняются посредством утеплителя.
- В полблока, этот способ применяется при строительстве дачных домиков исключительно для летнего проживания, гаражей, помещений хозяйственного или подсобного назначения. Такой способ предусматривает укладку блоков длинной стороной одним рядом, с использованием перевязки и армирования арматурными прутьями 10мм диаметра через 3 ряда. Стена заканчивается бетонным армопоясом 20см высоты. Такую кладку можно утеплить снаружи при помощи минеральной ваты или пенополистирола 5-ти либо 10-сантиметровой толщины.
- Возведение параллельных стен из полублоков, размещая между ними утеплитель. При этом варианте параллельные стены связываются между собой при помощи металлических стержней, между которыми размещается утеплитель. Это способствует максимальной теплоизоляции дома.
- В блок или полублок, облицовывая кирпичом и прокладывая между ними утеплитель. Очень похож на предыдущий способ, только одна параллельная стена заменяется кладкой облицовочным кирпичом.
Инструкция укладки газобетона на клей
Для такого типа укладки необходимо использовать клей, оптимальной консистенции. Подходящая густота клея должна напоминать густую сметану. Клей наносят мастерком, кареткой или специальным ковшом с загнутым краем. После того, как клей нанесен, его разравнивают гребенкой-шпателем. После выполнения укладки первого, поверхность блоков выравнивают специальным рубанком для газобетона. Мелкие фрагменты и пыль, оставшиеся после выравнивания, убирают щеткой.
Выравнивание кладки следует повторять после монтажа каждого ряда. Перепады уровня блоков приводят к появлению отдельных очагов высокого напряжения, которые способствуют появлению трещин. Работы по укладке газобетонных блоков осуществляются с точным соблюдением заданных технологических параметров. Когда клей застыл, разобрать газобетонную стену не получится – только сломать.
Облицовка при помощи кирпича
Если владелец дома, возведенного из газобетонных блоков, желает провести облицовку наружных стены кирпичом, он обязан предусмотреть момент расширение фундамента с таким расчетом, дабы обеспечить опору кирпичной кладки. Стена из газобетона, полностью закрытая кирпичом будет отсыревать, посему нужно устроить вентиляционные отверстия под карнизом и на уровне цоколя. Облицовывать всплошную не рекомендуется, так как слой облицовки будет препятствовать процессу обмена пара через стены. Но если вы уже спланировали такую облицовку, газобетонные стены необходимо защитить специальными гидроизоляционными материалами. Кирпичную кладку нужно связать с газобетонной стеной, используя специальные гибкие связи, гвозди или оцинкованные полосы, которые прибивают к газобетонным блокам одной стороной, и укладывают в шов между кирпичами с другой.
Порядок внутренней отделки
Выступающие места необходимо затереть, неровности, возникшие на стенах, заполняют клеем либо цементно-песчаным раствором. Поверхность стен избавляют от пыли. Газобетонные блоки обладают высокой гигроскопичностью, поэтому вначале их следует обработать грунтовкой, предназначенной для материалов, впитывающих влагу. По истечению 2-3 часов нанесения грунтовки, следует приступить к процессу оштукатуривания стен.
Для применяют невлагостойкие смеси. Влажные помещения, а также места, подвергающиеся постоянному воздействию влаги, необходимо обработать гидроизолирующими препаратами и влагостойкими штукатурными смесями, выполненными на базе цемента. По истечению часа поверхность выравнивают. Когда раствор полностью высохнет и стена станет матовой, ее заглаживают. Для данной процедуры, дабы создать ровную поверхность, в течение 24 часов после нанесения штукатурки, ее повторно заглаживают, предварительно щедро смочив водой. Теперь стена готова к покраске специальной паропроницаемой краской для газобетона.
Упростить работы внутренней отделки можно, применяя гипсокартон. В данном случае поверхность обрабатывается грунтовкой. После, листы гипсокартона приклеивают к стенам, либо монтируют на каркас. В помещениях с высокой влажностью облицовка блоков из газобетона проводится кафельной плиткой.
Подготовительные работы
При составлении проектного решения на строительство дома, следует сразу определить размеры стен в пересчете на параметры цельных блоков, учтя кладочные швы, ширина которых не должна превышать одного сантиметра. Такие промежутки позволят компенсировать нарушения геометрии блоков, которые неизбежно выявятся во время проведения работ.
Технология кладки керамзитобетонных блоков определяется и типом материала. Для капитальной стены объекта с двумя – тремя этажами рекомендуется использовать полнотелый материал, легкие сооружения возводят из блоков с пустотами. Под строительство внутренних стен лучше всего закупить пустотелые перегородочные блоки.
Обращаем внимание – если решено не облицовывать внешние стены, следует использовать специальный клеевой состав, готовые полублоки и иные элементы кладки. . Помните, что блок с облицованной гранью режется хуже
Помните, что блок с облицованной гранью режется хуже.
Завершается подготовительный этап составлением схемы, в которой отображается, как укладывать керамзитобетонные блоки. Рекомендуется в этом случае использовать классический способ – сдвиг в полблока или смещение очередного ряда на десять сантиметров.

Последующие ряды
Список элементов, которые будут необходимы для того, чтобы выполнить своими руками:
- рубанок либо шлифовальная доска;
- песок;
- цемент;
- шнур-причалка;
- лазерные координаторы либо вертикальный и горизонтальный уровени;
- резиновая киянка;
- вода;
- пластмассовое ведро либо какое-либо другое.
Готовый раствор (клей) выгружается в бадью, после чего при помощи специальной емкости, совка либо кельмы распределяется по длине стенки, при этом выравнивая постель зубчатой кромкой кельмы. Блок опускается в раствор (клей) сверху, при этом нужно избегать горизонтальной подвижки больше 5 мм. Раствор (клей), который выдавится, скребком снимается сразу же, не допускается при этом его схватывание. Блоки рихтуют подбивкой с помощью резинового молотка либо покачиванием.
Швы должны быть обязательно тщательно заполнены клеем. В процессе кладки понадобится соблюдать правила перевязки. Вертикальные ряды последующих рядов кладки должны быть выполнены со смещением как минимум на 0,4 высоты блока (то есть 8-12 см).
Для того чтобы были качественно проведены кладочные работы, следует использовать различные приспособления, которые способны облегчить работу. Одним из таких приспособлений является установка деревянных реек-порядовок по углам будущего строения. Рейки необходимо устанавливать вертикально таким образом, чтобы ими четко обозначились углы кладки.
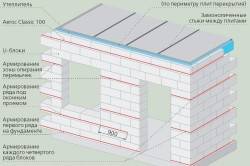
Схема кладки из газобетонных блоков.
Нужно нанести на них риски, которые соответствуют высоте рядов. Между порядовками следует натягивать шнур-причалку, по которому планируется вести кладку следующего ряда.
Второй и все последующие ряды необходимо вести с перевязкой блоков. Смещение последующих рядов относительно предыдущих должно составлять не менее чем 8-12 см. Для того чтобы нанести клей на поверхность блоков, следует использовать каретку, которая сделана по ширине кладки, простой зубчатый шпатель, который используется в плиточных работах, либо ковш с зубчатым краем.
Важно знать, как поступить с пазогребневой торцевой поверхностью блоков. В общем случае имеются следующие рекомендации: если предполагается, что стенки будут оштукатуриваться с двух сторон, вертикальный шов должен выполняться насухо, без заполнения его клеем — это может улучшить теплотехническую кладочную однородность
В случае, если предполагается, что с какой-либо из сторон мокрой отделки не будет, вертикальный шов заполняется частично для того, чтобы исключить продувание. Есть и еще одно ограничение: при выполнении из блоков газобетона заглубленных в грунт стенок, при устройстве диафрагмы жесткости и при величине нагрузки расчета более 70 % от расчета несущей способности кладки клеем должен заполняться полностью весь вертикальный шов.
Очередной блок должен устанавливаться на клей и выравниваться по шнуру-причалке. Выравнивание блока, который был установлен, производится, как было описано выше — пристукиванием киянкой. В то время, когда очередной ряд кладки будет подходить к концу, может возникнуть необходимость в доборном (выпиленном из целого, неполномерном) блоке. Его размер должен определяться замером по месту. Доборный выпиленный блок нужно промазать клеем с обеих сторон и установить на место, которое осталось для него.
Как правильно укладывать блоки
Пошаговая технология кладки начинается с выведения первого ряда, который укладывают от угловых фрагментов, образующихся из 3-4 блоков. Монтаж первого ряда проводится таким образом:
- Верхняя часть фундамента покрывается 2-3 слоями гидроизоляции из битума или гудрона;
- На битум наносится цементно-песчано-известковый раствор 2 см толщиной. Раствор необходимо точно выровнять, чтобы минимизировать отклонения и погрешности при укладке блоков;
- Последующая кладка стен ведется, начиная с самой высокой точки любого угла. Угловые газокирпичи должны иметь пазогребневую систему и укладываться шипом вверх. Затем между углами натягивается шнур, по которому кладутся стены на клеевом растворе;
- Некоторые особенности кладки: блоки следует выравнивать и осаживать в раствор легкими ударами резиновой или деревянной киянки, толщина клеевого раствора не должна превышать 3-4 мм.
Для распиловки блоков используют обычную ручную ножовку по дереву или болгарку.
 Распиловка газобетона
Распиловка газобетона
Внутренние стены, на которые будут опираться перекрытия, делаются одинаковой ширины с наружными и закладываются вместе с ними. На стыке в наружной стене ножовкой убирается 1/3 блока, и в этот проем вставляется блок внутренней стены. Места стыков монтируются на строительный клей. Стыковка внутренних несущих стен и внутренних перегородок укрепляется гибкими связями – гвоздями, вмурованными в раствор, или вбитыми в стену.
Второй ряд можно укладывать только через 3-4 часа после укладки первого ряда. Каждый готовый ряд шлифуется при помощи специального рубанка, чтобы не увеличивать толщину клеевого раствора для минимизации прямолинейности и ровности рядов по всем направлениям. Погрешность смещения между соседними рядами ≤ 8 мм. Через каждые 3-4 ряда проводится опоясывающее армирование верхнего ряда. Для этого по всему периметру ряда делается одна или две штробы (в зависимости от толщины стены), в которую укладывается стержень Ø 12-14 мм. От краев газокирпича арматура должна отступать на 5 см. Последний ряд, а также ряды над оконными и дверными перемычками также должны армироваться.
Дополнительное армирование стен с использованием U-образных блоков (при отсутствии возможности сделать перемычки) рекомендуется проводить над оконными и дверными проемами. В такой блок монтируется армокаркас из пяти стержней, который заливается обычным, а не клеевым раствором.
Армирование стен
Особенности бетонных блоков
Бетон – это главный связующий компонент строительных блоков. Остальные компоненты, входящие в состав, определяют специфические особенности материала. Представим самые востребованные разновидности блоков бетонных кладочных:
- блоки керамзитобетонные;
- керамические;
- пеноблоки;
- ячеистобетонные;
- газосиликатные.
Блоки имеют разные размеры и форму параллелепипеда.
Преимущества бетонных блоков
Материал имеет ряд преимуществ:
- шумоизоляция;
- скорость монтажа;
- теплоизоляция;
- долговечный (свыше 100 лет);
- прочность;
- устойчивость к грызунам и микроорганизмам – плесени и грибку;
- небольшой вес при значительной плотности;
- недорогой (относительно кирпича -35%).

Экономичность бетонных блоков ручной кладки складывается не только из цены кирпича. Здесь и легкий фундамент, низкие расходы на транспортировку и быстрый монтаж. Возведение фундамента для блочной кладки простая задача: блокам не требуется тяжелое основание, подойдет простая лента.
Недостатки
Их немного, но они существенно ограничивают использование строительных блоков. Например, блочные стены не в состоянии выдержать тяжесть бетонных перекрытий, потребуется дополнительное армирование специальным поясом либо применять лесоматериалы.
Советы по укладке керамзитобетонных блоков

Если вами будет производиться кладка стен из блоков, то не нужно делать слишком тонкие швы в том случае, когда размер изделий не выдержан. При этом толщина шва может достигать 10 миллиметров, тогда как тонкий шов может негативно сказаться на неровности стены. Если работы вы производите без посторонней помощи, то перед укладкой каждого следующего ряда желательно разложить блоки на предыдущем ряду таким образом, чтобы они не мешали накладывать раствор на поверхность. Это позволит значительно ускорить процесс. Кладка стен из блоков не должна предполагать слишком сильных ударов по изделиям для выравнивания их положения. Если речь идет о пустотелых изделиях, то вы с легкостью можете повредить их, ведь они отличаются хрупкостью. При проведении работ по укладке стен непременно понадобятся половинки блоков, быть может, и четверти. Если вы не имеете опыта разламывания изделий, то лучше всего для распила подготовить углошлифовальную машину.
Внутренняя облицовка
Внутренняя отделка чаще всего производится с использованием паронепроницаемых материалов. Это позволяет снизить диффузию пара через стены. В результате оштукатуренные внешние стены намного дольше сохранят привлекательный вид, а требования к устройству фасадов станут не такими жесткими
Отделку можно также произвести с помощью паропроницаемых материалов, которые позволяют сохранить самое важное , которое заключается в способности дышать. При этом такие материалы будут пропускать наружу углекислый газ и пар, а внутрь помещения — насыщенный кислородом воздух
Внутренние должны отделываться паронепроницаемыми материалами, а наружные — паропроницаемыми. Этапы выполнения работ по внутренней отделке конструкции своими руками В первую очередь подготавливают поверхность, для чего все выступающие места затирают, а неровности заполняют цементно-песчаным раствором или клеем. Помимо этого, поверхность тщательно очищается от пыли и грязи.
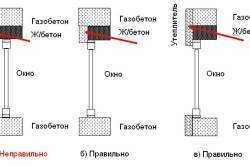
Схема утепления газобетона в местах оконных проемов.
В связи с тем что газосиликатные блоки обладают высокой гигроскопичностью, для начала их требуется обработать грунтовкой, которая предназначена для впитывающих влагу материалов. После нанесение грунтовки должно пройти не менее 2 часов. И только потом можно приступать к оштукатуриванию стен. Отделка жилых помещений может быть произведена невлагостойкими смесями. Если же планируется провести работу в помещениях с повышенной влажностью, стены обрабатываются гидроизолирующими препаратами и только потом штукатурятся влагостойкими смесями, которые производятся на основе цемента. По истечении часа после нанесения смеси поверхность тщательно выравнивается. После высыхания раствора стена заглаживается.
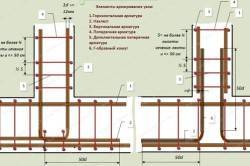
Схема армирования в местах примыкания стен.
Идеально ровной поверхности можно добиться, если в течение дня после нанесения штукатурки поверхность повторно загладить , предварительно смочив водой. По окончании подготовительных работ стена закрашивается с помощью паропроницаемой краски для газобетонных блоков. Внутренние можно отделать гипсокартонном. Это позволит значительно упростить работу. Для этого газобетонную стену нужно обработать грунтовкой, после чего листы гипсокартона приклеить к стене или прикрепить к металлическому каркасу. В помещениях, где планируется разместить ванную комнату или кухню, стены лучше всего отделать кафельной плиткой. От чего зависит влажность газобетонных блоков? На степень влажности газобетона влияют конструктивные особенности и сезонность использования помещения. При увеличении влажности ускоряется разрушение. Чтобы этого не допустить, требуется соблюдать некоторые правила.
Примеры неправильного армирования углов газобетонных стен.
Главная особенность газобетонных стен заключается в дышащей способности (блоки отлично пропускают пар). При неправильной отделке здания это преимущество может стать существенным недостатком. Если дом, стены которого возведены с помощью газобетона, эксплуатируется регулярно, то «пирог» должен быть устроен таким образом, что паропроницаемость увеличивалась, начиная от внутренних слоев и заканчивая наружными. При нарушении этого правила пар, который постоянно проникает изнутри в блоки, не обнаружив выхода, осядет в материале. Это сильно увеличит их влажность.
Грамотный подход к устройству «пирога» обеспечит свободное движение влаги во всех внутренних перегородках. Газобетонные блоки могут быть использованы при строительстве любых перегородок. Их можно даже использовать для строительства душевых кабин. Степень влажности в помещении оказывает огромное воздействие на состояние наружных стен. Именно по этой причине со стороны помещения должны быть тщательно обработаны гидроизоляционными растворами. Отделка из газосиликатных блоков производится чаще всего с целью улучшения внешнего вида.
Если же газобетонные стены не отделать снаружи, они не разрушаться под действием снега и дождя. Осадки способны вызвать только незначительные колебания влажности поверхностных слоев. Повреждение газобетонной стены возможно при регулярном намокании материала. В этом случае снег и вода застаиваются в кладке. С целью обеспечения сохранности газобетонных блоков возводится надежная кровля, устраивается качественная система водосброса, устанавливаются козырьки, которые должны нависать над всеми декоративными элементами, и подоконные сливы.
Виды стен
Стены из газобетона различают следующих видов:
- однослойные;
- многослойные.
Популярны многослойные стены из газобетонных блоков. Возведение такой конструкции экономит затраты на постройку, за счет утеплительной технологии материала. Установка многослойных стеновых конструкций не рекомендуется в частных домах, ведь это увеличивает затраты на проект и расчет строительства.
Однослойные
 Установка однослойной стены из газобетона несложна. Такие стеновые конструкции не содержат утепляющего слоя, они без несущей способности и теплоизоляции. Однослойные газобетонные стены выполняются из следующих материалов:
Установка однослойной стены из газобетона несложна. Такие стеновые конструкции не содержат утепляющего слоя, они без несущей способности и теплоизоляции. Однослойные газобетонные стены выполняются из следующих материалов:
- пустотелые керамические;
- газобетонные блоки.
Такое стеновое решение характеризуется рядом преимуществ:
- теплота конструкции;
- звукопоглощение;
- легкость монтажа;
- удобство использования;
- экономность;
- скорость монтажа;
- эксплуатация сразу после установки.
Однослойная газобетонная стена включает в себя следующие недостатки:
- потребность в изоляции;
- возможность появления мостиков холода.
Для качественного возведения газобетонной стены важно соблюдать температурный режим в помещении. Оптимальные условия считаются в пределах от плюс пяти до плюс двадцати пяти градусов по Цельсию
В зимний период в состав газобетонного раствора добавляют противоморозные компоненты. Используя газобетон, можно построить отдельные элементы зданий и сооружений: перегородки и стены. С помощью установки специальных U-образных блоков делают окна, двери и другие перегородки. Таким образом, стена будет иметь только газобетонный блок, размеры которого зависят от климатических условий окружающей среды.
Многослойные
 В многослойных стенах возможно использование таких материалов:
В многослойных стенах возможно использование таких материалов:
- древесина;
- строительный кирпич;
- шлакоблок;
- пенобетон;
- керамзитобетонные блоки;
- древесно-стружечная плита;
- газоблоки;
- известняково-песчаные блоки.
Помимо этих материалов технология кладки многослойной стены невозможна без применения утеплителя и облицовочного состава. В этом случае кладка играет роль несущего слоя, на который приходятся нагрузка и вес верхних конструкций. Перед тем как принять решение построить многослойные стеновые элементы, важно провести расчет по толщине оптимального изоляционного слоя.
В свою очередь, многослойные стены различают: двухслойные и трехслойные. Двухслойные требуют установки утепления двумя способами: мокрым и сухим. Монтаж мокрым способом включает фиксацию с помощью клея изолирующего слоя к стеновым элементам. Кладка сухим способом происходит из расчета установки термоизолирующего слоя на металлическую несущую конструкцию. Для теплоизоляционного слоя применяют полистирол или минеральную вату. Кладка изолирующего материала осуществляется на все стеновые элементы без перерывов. Двухслойным газобетонным стенам присущи следующие преимущества:
- теплоизоляция;
- большой ассортимент материалов;
- при соблюдении технологии кладки сокращается образование термических мостов.
В двухслойной стене существуют такие недостатки:
- дороговизна конструкции за счет необходимости приобретения утеплительной системы;
- длительное время на установку;
- трудоемкость кладки;
- отсутствие возможности применения после установки;
- малая долговечность теплоизоляционного слоя.
При работе с трехслойной стеной выделяют следующие преимущества:
- теплота материала;
- ассортимент продукции;
- возможная тонкость несущего слоя;
- применение всевозможных облицовок.
Выделяют такие недостатки трехслойных конструкций:
- дороговизна;
- трудоемкость установки;
- требуется опытная строительная бригада;
- продолжительность работ.
Утепление дома из газобетонных блоков
Напомним, что коэффициент теплопроводности газобетона практически идентичен показателям дерева. При этом бревна, применяемые при строительстве, обладают диаметром 25 – 28 сантиметров. Толщина газобетонных блоков, применяемых в малоэтажном строительстве на территории московского региона, равняется 375 – 400 миллиметрам. Из этого следует, что однослойная стена из газобетонных блоков обеспечивает большую сохранность тепла по отношению к деревянной стене.
Не стоит забывать, что теплопотери происходят по большей части не через сам материал, а через «мостики холода» — участки разрыва в материале. При возведении дома из дерева или стандартного кирпича избежать возникновения таких разрывов невозможно. Газобетонные блоки относятся к числу строительных материалов с гладкой поверхностью и идеальной конфигурацией. Если кладка производится с использованием специального клея для тонких швов, толщина шва будет составлять всего 1 – 3 миллиметра. Такая малая величина участков разрыва способствует устранению «мостиков холода», поэтому стены из газобетона не нуждаются в дополнительной теплоизоляции.
К сожалению, тепло теряется не только через стены. Оно также может уходить и через иные элементы конструкции – фундамент, окна, крышу и т.д. При возведении дома из газобетона данные элементы необходимо теплоизолировать в обычном порядке.
Применение для кладки цементно-песчаного раствора является причиной увеличения толщины швов и образования «мостиков холода». Снижать толщину швов для повышения теплоизоляционных качеств не рекомендуется. В данном случае высокое водопоглощение газобетона станет причиной снижения прочности кладки. Значительная толщина швов при использовании традиционного цементо-песчаного раствора провоцирует необходимость утепления стен из газобетонных блоков. Для дополнительного утепления используют минеральную вату с последующим оштукатуриванием.
Разметка стен
Любая работа начинается с очистки основания от мусора и пыли. В случае с первым этажом это фундамент, а если кладете второй и выше, то с перекрытия. Достаточно для начала в местах стен просто подмести веником.
Как делали при разбивке фундамента, так и сейчас нужно правильно разбить углы здания, чтобы везде были прямые углы где они должны быть. И сейчас последний момент, когда можно что-то исправить, иначе ошибки в геометрии вылезут на перекрытии и крыше.
Лучший способ — вызвать геодезиста. Он отобьет прямые углы с точностью до 3 мм. Но вызов его стоит денег (две – три тысячи рублей) и обычно его зовут только на разбивку здания или на очень длинные здания.
Небольшое здание вполне можно разбить и самостоятельно. Для этого нужен рулон веревки и большая рулетка, желательно металлическая.
Технология простая: ставите на сухую блоки и замеряете диагонали получившегося прямоугольника. Точность – в пределах 3-5 миллиметрах. Учтите, металлическая рулетка не тянется, а вот матерчатая рулетка или нитка растягивается довольно прилично.
Если вы не делаете облицовку, то возможно выпустить блок или кирпич за вертикальную границу цоколя примерно до 1/3 кирпича или блока. Но этим не стоит злоупотреблять! Особенно если здание выше одного этажа.
Когда выставлены основные углы здания, можно одновременно выставить дополнительные, если они есть (здание в плане не прямоугольное). Заодно выставляются перегородки, особенно если нет колонн, чтобы класть их одновременно с наружными стенами.
Недостатки ячеистого бетона
Характеристика материала не будет полной без учета его недостатков. Как и любой другой строительный материал, ячеистый бетон имеют свои слабые места:
- Пористость материала снижает его прочность. Газобетон не используется при строительстве многоэтажных домов, обязательной процедурой является усиление газосиликатной кладки металлической арматурой на уровне оконных и дверных проемов, а также в верхнем ряду блоков по всему периметру возводимых стен.
- Ячеистый бетон крайне плохо переносит деформации на изгиб или кручение. Поэтому для возведения стен потребуется надежный ленточный фундамент. При использовании столбчатого основания велики шансы, что такая стена вскоре потрескается из-за самых незначительных подвижек грунта.
- Газобетонные и газосиликатные стены хорошо впитывают влагу из окружающей среды. Поэтому обязательна внешняя отделка стен. В ее процессе необходимо создать барьер, препятствующий попаданию влаги. Газосиликатные блоки не рекомендуется использовать в помещениях с повышенной влажностью, таких как ванная комната.
- Процесс кладки на клеевой раствор довольно специфичен и требует определенных навыков и специального инструмента. Для такой работы лучше нанять специалиста, что, в свою очередь, приводит к удорожанию строительства. Использование цементного раствора делает процесс похожим на возведение стен из кирпича или шлакоблока, но в этом случае из-за более толстых швов возникают своеобразные мостики холода, и теплоизоляционные характеристики возводимой перегородки существенно снижаются.
Технология укладки блоков из газобетона
Этапы кладки стен из газоблоков.
Укладка газобетонных блоков на клей при малоэтажном строительстве производится относительно быстро. Перед началом работы необходимо подготовить такие материалы и инструменты:
- газобетонные блоки выбранного типа и размера (сегодня производители предлагают материалы, которые будут максимально подходить для выполнения конкретных целей);
- сухая смесь для замешивания клея;
- строительный уровень;
- резиновая киянка;
- причальный шнур;
- ножовка или пила для резки блоков;
- емкость для замешивания клея;
- дрель с насадкой строительный миксер для размешивания смеси;
- оцинкованные гвозди;
- молоток;
- рубанок;
- электрический либо ручной штроборез для армирования;
- армировочные металлические прутья с диаметром в 8-10 см;
- мастерки;
- щетки для удаления всей пыли из штроб для армирования;
- строительный деревянный уголок.
Схема цепной перевязки газоблоков.
Блоки перед укладкой необходимо распаковать, поддоны расположить недалеко от места строительства. Для работы лучше всего использовать специальный клей, который обладает необходимыми качествами. Толщина шва в этом случае будет равна 2-3 мм, а мостики холода просто не будут образовываться. Нежелательно использовать обычный цементный раствор, так как расход его больше примерно в 2 раза, швы получаются слишком толстыми, что приводит к ухудшению теплоизоляционных свойств.
Перед тем как использовать газобетонный блок для строительства, необходимо установить специальные маячковые блоки. Ставятся они в местах примыканий, по периметру стены. Служат такие блоки для нивелировки, поверх них натягивается специальный причальный шнур, чтобы была возможность контролировать ровность кладки. Для крепежа шнура используются обычные оцинкованные гвоздики, они вбиваются в швы кладки на высоте и на основании фундамента первого ряда.
Пошаговая инструкция кладки
Стоит подробнее рассмотреть, как строить из газобетонных блоков здания
Важно отметить, что каждый этап возведения строения из подобного материала имеет свои особенности.
Первый ряд
Вне зависимости от того, какой для основной части стен будет применять тип раствора, с целью обустройства первого ряда требуется использовать только цементно-песчаный. Причиной тому необходимость:
- Выровнять горизонтальный уровень;
- Сделать армирование между основанием, на который уложен слой гидроизоляции, а также первым рядом;
- Снизить влияние неровностей фундамента.

Процесс укладки стен важно начинать с обустройства углов сооружения. После этого между ними натягивается шнур, основываясь на котором дальше проводится кладка блоков по всем стенам.
От того, насколько корректно будет уложен первый ряд, определяется ровность возведения всей стены. В последующих рядах исправить горизонтальный уровень становится тяжелее.
Последующие ряды
Процедура укладки второго и всех последующих рядов более простая. Для этого на поверхность предыдущих рядов, а также на торцевую часть рядом расположенного изделия наносят клей. Используя зубчатый шпатель, проводится равномерное распределение клея по поверхности и укладывается сам блок. После этого его выравнивают и резиновой киянкой прижимают к торцевой поверхности. Каждый последующий ряд укладывается с шагом минимум в 20 см к предыдущему, а идеальным считается отступ в полблока. Монтаж 2 и последующих рядов также происходит с укладки изделий по углам и натягивания каната для создания уровня. В процессе возведения стен важно не забывать о необходимости оставить проемы для будущих дверей, а также окон.

Каждый четвертый ряд должен быть армирован, чтобы придать конструкции устойчивость.
Дверные и оконные проемы
Важный этап при возведении стен из газобетона – это установка перемычек в дверных, а также оконных проемах. Сделать их нетрудно. С этой целью сначала делается основание, а уже на него будут укладываться балки. Оно должно быть очень прочным, дабы блоки, которые будут ложиться сверху, не привели к его деформации. Монтируется такое основание на блоки проема, после чего сверху укладываются лотковые блоки, которые склеены между собой. У них внутри делается армирующий каркас, который далее заливается бетонным раствором. Он должен быть более прочным, чем применяется для кладки.
Армирование
Первый этап армирования выполняется между слоем гидроизоляции, а также первым рядом. Необходимость в нем обусловлена распределением нагрузки, оказываемой на фундамент либо цокольный этаж. К тому же – это существенно улучшает несущую способность нижних рядов. Для армирования применяют кладочную сетку, в которой толщина прутьев варьируется в пределах 3-4 мм, а размер каждой ячейки составляет 5х5 см.
Кроме этого, армировать требуется каждый четвертый ряд. В этих случаях используют металлическую либо же стеклопластиковую арматуру. Для их укладки делают по 2 штробы в предыдущем ряду, их на 50% наполняют клеем и укладывают арматуру. Дальше все эти разъёмы полностью заполняются кладочным раствором так, чтобы он был вровень с блоками.
Там, где присутствует разрыв арматуры, её важно укладывать внахлест. Кроме этого, требуется избегать разрывов арматуры на углах. Для этого в таких местах её требуется загибать, чтобы она заходила на другую стену минимум на 30 см. Это позволит усилить угловые соединения и сделать их более надежными. Крепче всего армирование получается при использовании стальных вариантов арматуры, которая хорошо удерживает всю конструкцию в нужной позиции.
Рекомендуется всегда иметь под рукой инструменты для работы с газобетонными блоками. Они понадобятся на всех этапах возведения здания.
Последний ряд
Отдельное внимание стоит уделить укладке последнего верхнего ряда, который предшествует установке кровли. Дело в том, что масса будущей кровельной конструкции, для которой используются натуральные материалы в виде шифера либо черепицы, оказывает серьезную нагрузку на стену
Из-за этого при установке её непосредственно на газобетонные блоки возможна их дальнейшая деформация, а также повреждение. Чтобы это исключить рекомендуется создать армированный пояс по всему периметру здания. Такая конструкция позволит:
- Исключить точечные нагрузки на стены;
- Равномерно распределить усилие по площади стен;

- Сделать поверхность кладки ровной по горизонтальному уровню.
Размер арматуры в таких ситуациях определяется массой будущей кровли.
Укладка газосиликатных блоков особенности работы
Для работы вам понадобятся следующие инструменты и материалы:
- специальный клей;
- дрель;
- насадка для размешивания клея;
- уровень;
- мастерок;
- ножовка;
- рубанок;
- шнур-причалка;
- песок, цемент;
- гидроизоляционный материал (рубероид).
Виды газосиликатных блоков для строительства.
Легкий вес материала, легкость в обработке дают возможность выполнить монтаж блоков своими руками без помощи профессионалов. Однако монтаж газосиликатных блоков все же имеет свои особенности, которые нужно обязательно соблюдать, чтобы кладка получилась качественной.
При всех достоинствах газосиликатных блоков учтите, что они не очень прочны на изгиб, поэтому при минимальной подвижке фундамента на стенах могут образоваться трещины. Поэтому облегченный вариант фундамента в данном случае не подойдет, он должен быть максимально надежным. Также материал в отличие от газобетона обладает повышенной гигроскопичностью, интенсивно впитывает влагу. Поэтому при кладке стен позаботьтесь, чтобы блоки первого ряда не соприкасались с землей. Добиться этого можно следующими способами:
- Выполнить заливку фундамента выше уровня земли.
- Сначала выложить цоколь из кирпича высотой в 50 см, а затем выполнять кладку стен.
Стоит отметить, что выполняют либо на раствор, состоящий из 1 части цемента и 4 частей песка, либо специально предназначенный для этого клей. Клей расходуется экономнее раствора. У раствора и клея теплопроводность намного выше, чем у газосиликатных блоков, поэтому чем толще шов, тем больше холода проникнет в дом.
Схема двухслойной стены из газосиликата.
При использовании раствора межблочный шов должен быть толщиной 10-20 мм, а клея — 2-5 мм. Так что и в данном случае применение клея является оптимальным решением.
Кладка газосиликатных блоков выполняется по тому же принципу, что и кирпича. Поскольку размеры материала намного больше, работа идет намного быстрее.
Укладку газосиликатных блоков обязательно выполняют на предварительно уложенный двойной слой гидроизоляции. В противном случае вас ждут сырые стены, плесень, высокая влажность. Если фундамент столбчатый, гидроизоляционный материал укладывают на ростверк либо на выровненное основание. Гидроизоляцию, в качестве которой можно использовать рубероид, кладут на раствор, приготовленный в соотношение 1:3.
Совет: в дождливую погоду кладку выполнять нельзя!
Если погода жаркая, а блоки сухие, перед кладкой желательно увлажнить и стену, и блок.
Кладка стен, армирование кладки сеткой
Второй и последующий ряды почти не отличаются от кладки первого ряда.
Главное отличие в том, что углы кроме уровня проверяются отвесом. И чем больше рядов, тем большая точность именно у отвеса, поскольку у уровня довольно большая погрешность.
Как правило отвесы покупают в магазине в виде металлического грузика, к которому нужно самостоятельно приделать веревку. Для разметки у груза сделана коническая шляпа, чтобы точно узнать точку, куда он смотрит.
Для кладки и штукатурки лучше использовать не покупной отвес, а армянский отвес. Его придумали шабашники, чтобы быстро и точно делать работу, не отвлекаясь.
Форма армянского отвеса — юла, куда вставляют не тонкую капроновую нить как обычно, а толстую веревку. А на другом конце веревки трубка, куда посередине продевается веревка. Внутри отверстия веревка проходит с усилием, а за трубкой веревка завязывается узлом.
Трубка имеет такой же размер, как и отвес. И для измерения легко отменяется нужная длинна веревки, торцом трубка прикладывается блоком, а отвес спускается вниз. Легко касание указывает на вертикальность, а любые отклонения легко становятся заметными.
Купить такой отвес вряд ли у вас получится. Но вот попробовать сделать самостоятельно можно.
В сейсмичных районах каждые 3 ряда, то есть 600 мм (по правилам 700 мм, но таких блоков нет) положено закладывать сетку или арматуру в раствор между рядами. По нормам это 0,5 см2, что равно примерно 3 прутам 5мм и 2 пруткам 6 мм. Для толщины стены в один блок (40 см) вполне достаточно сетки ВрII 5 мм 150х150 мм, для стены 20 см ( в полблока) нужно уже стену армировать сеткой ВрII 5 мм 50х150 мм.
Сетка прекрасно рубится кирочкой каменщика на бетоне.
Сетка кладется по всем стенам, а для связи с перемычками положено выпускать в перемычки на 1,5 м, чтобы не было трещин. Обычно перевязывают в каждом третьем ряду и дополнительными сетками не делают.
Отдельно хочу рассказать о колоннах. Если вы строите не просто здание из блока, а делаете еще и комплексную конструкцию: колонны по углам и по расчету конструктора, а промежутки закладываете из блока и потом ставите опалубку и заливаете, то нужно обязательно сделать связь кладки и стены. Для этого в каждом третьем ряду либо сетку прокладываете через колонну, либо кладете арматуру через колонну внутри арматуры. А заделывать в кладке желательно загнув конец в вертикальный шов.
Если вы живете не в сейсмичном районе, то можете этого не делать. Но если вы строите не дом, а гараж, где будет стоять ваш железный друг, то сетку стоит проложить обязательно для «вандалостойкости». А то много в криминальных сводках встречаются случаи воровства из сельских магазинах без сигнализации, где в сам магазин залезли, разломав стену. А так вы заставите воров сильно попотеть.
Укладываем первый ряд блоков
Перед тем, как преступить к укладке первого ряда блоков , выполняется подготовка основания. Монтируется отсечная горизонтальная гидроизоляция. Гидроизолирующим материалом может быть рубероид, или любой другой рулонный полимерный, битумный материал, полимерцементный раствор сухих смесей. При выравнивании поверхности гребенкой или кельмой на гидроизоляцию наносится цементно-песчаный раствор, в соотношении 1:3. Горизонтальность основания оценивается по уровню.
Следует уделить особое внимание укладке первого ряда блоков. От этого зависит удобство дальнейшей работы и качество всего строительства
Контроль за горизонтальностью укладки выполняется при использовании шнура и уровня. Выравнивание первого ряда по горизонтали осуществляется при помощи резиновой киянки.
Если в первом ряду кладки все же остается зазор, величины менее длинного целого блока, нужно изготовить доборный блок. В этом случае резка газобетона производится специальной ножовкой для блоков Ytong, электрической или ручной пилой. Отпиленную поверхность следует выровнять рубанком или полутерком. Торцы боков при установке должны быть промазаны клеем.
Процесс приготовления клея
Блоки из газобетона выпускаются с геометрической точностью +/- 1,5-2,0 мм. Выполняться кладка должна на клеевом растворе на основе сухой смеси заводского изготовления. Сухая смесь будет состоять из цемента, песка, пластифицирующей, водоудерживающей и гидрофобных добавок. Толщина шва должна составлять максимально 2-5 мм.
Кладка может выполняться на легком растворе. Толщина швов при этом будет 8-10 мм. Может быть допущена кладка на цементно-песчаном растворе. При этом толщина горизонтальных швов должна приниматься 10 мм. Толщина вертикальных швов (если паз гребня не имеется) принимается от 8 до 15 мм. В среднем это будет 10 мм.
Стоит учитывать тот факт, что применение растворов влечет к снижению передачи тепла стены. В сухую походу при производстве работ по кладке понадобится выполнить предварительное увлажнение блоков.
Схема проектирования перемычек из газобетонных блоков.
Рекомендуется приготавливать раствор для на месте строительства из сухих готовых смесей, которые доставляются с завода, либо из заполнителя, вяжущего и добавок. Клеевой раствор должен готовиться согласно инструкции, которая напечатана на мешке. Строительный раствор — согласно инструкции СН 290.
В емкость для приготовления раствора (лучше всего ведро, которое сделано из пластмассы) нужно залить количество воды, которое указано на мешке с сухой смесью. При постоянном перемешивании постепенно добавляется сухая смесь. После затворения, через 10-15 минут, необходимо повторно перемешать раствор. В процессе производства работ нужно периодически перемешивать раствор для того, чтобы поддерживать его консистенцию. В холодное время года следует использовать клеевую смесь AEROC -15 градусов по Цельсию, которая включает в себя противоморозные добавки.
Необходимые материалы
Существует два типа строительных растворов, применяемых для крепления газобетонных блоков. Таковыми является цементная, а также клеевая смесь. При этом первый ряд всегда должен укладываться только на цементный раствор. Стоит рассмотреть каждый из видов отдельно.
Клеевой раствор
Для работы с таким материалом используются стандартные инструменты для работы с газобетоном. С целью приготовления смеси, с однородной текстурой, перемешивание рекомендуется проводится специальным низкооборотным оборудованием. В пропорциях получается, что на 5 кг сухого клея требуется брать 1 л воды. Для этого в емкость сначала наливается вода, а после постепенно засыпается клей, который сразу начинают взбивать. После этого раствор оставляется на 10 минут настояться и вновь перемешивается. Только теперь клеевая смесь считается готовой к использованию, а по своей консистенции она должна быть похожей густую сметану.
После засыхания, а соответственно и отвердевания, раствор уже нельзя использовать после повторного разбавления водой.

Цементно-песчаная смесь
Такие типы растворов также используются для укладки блоков. Главной их особенностью считается простота в изготовлении, а также надежность создаваемого ими крепления. В этом случае применяются аналогичные инструменты для кладки газобетонных блоков, что и при работе с клеевым раствором. Рецептура приготовления может различаться исходя из потребности в характеристиках. Так, для некоторых целей делают пластичные смеси путем дополнительного добавления глины, в результате чего раствор не крошится и более аккуратно укладывается. Несмотря на состав, такие варианты достаточно экономичны, что позволяет им конкурировать с клеевыми смесями.
Особенности укладки в два блока
В процессе кладки стен в два блока используется плашковая перевязка вертикальных швов. Глубина подобной перевязки должна быть не менее чем 100 мм. Сопряжение стенок разных направлений нужно устраивать исключительно наклонной штрабой с глубиной перевязки минимум 200 мм (не допускается вертикальная штраба). Внутренние перегородки и стенки возводятся по тем же правилам, что и наружные стенки. Сопряжение внутренних и наружных стенок выполняется перевязкой блоков на глубину минимум 200 мм.
Примыкание перегородок к стенкам устраивается с применением гибких связей со стальных полос, которые заранее закрепляются в соответствующих местах в швах стенок.
Делаем специальный фундамент
Одним из основных отличий фундамента под кирпичную стену и газоблок является его глубина. В первом случае надо делать очень глубокий ров, ведь масса стены будет большая. В среднем, для возведения дома нужно углубиться на 150-170 сантиметров, чтобы не было просадки и стены никуда не расплывались. В случае использования инновационных материалов процедура подготовки основы упрощается – достаточно 120 сантиметров, иногда меньше, в зависимости от этажности и толщины стены будущего строения. Масса 1 кубического метра на 25-30% меньше, за счет чего давление на почву оказывается минимальное.
Также стоит взять во внимание прочностные показатели, при правильном армировании газоблоков они на 50% будут прочнее обычной стены. Это снижает риск просадки и тресканья, результат – возможность заливки фундамента еще на 20-25 сантиметров мельче
Что касается состава, то его можно оставлять без изменений, заливать смесь 1:3 с песком и щебнем, использовать цемент марки М500. Толщина фундамента – очень важный момент. Она должна соответствовать толщине будущего блока, допускается отклонение в 25% (например, на ширину кладки в 30 сантиметров фундамент должен быть не менее 23-25 см).




Устанавливаем первый ряд на фундамент
https://www.youtube.com/watch?v=fOXYUU_00Jg
От того, насколько вы «красиво» его положите, будет зависеть качество всего строения и количество денег, которое вы потратите на его сооружение. И это без преувеличения. Отклонение всего на несколько градусов в первом ряду может обойтись вам в тысячи рублей, потраченных на расходные материалы, точнее – на монтажный клей для кладки, которого потратите в десятки раз больше. Рассмотрим подробную инструкцию по укладке.
Шаг 1Выровнять фундамент.
Здесь мы берем болгарку и снимаем все камешки, «ляпы» раствора и другие возможные неровности, которые получились у нас после снятия опалубки. Можно подровнять края, немного снять углы. В общем, сделать любые угодные вам операции, которые приведут к абсолютной ровности цоколя, насколько это возможно.
Шаг 2Кладем первый ряд.
Наносим 2-3 сантиметра раствора, причем крепкого (1:2 на песке и марки М600), чтобы он имел минимальную просадку. Мастерком разравниваем, кладем аккуратно несколько блоков, предварительно ровняя их по гидравлическому уровню. Потом еще 3-4 штуки укладываем, снова подравниваем, так делаем до окончания ряда, даем «настояться» 10-12 минут.
Шаг 3Выравнивание.
Влево-вправо ровнять надо, но это не есть первоочередной задачей мастера. Самая большая проблема – выравнивание верхнего уровня. Для того, чтобы сделать все точно, надо взять высококачественный уровень, можно воспользоваться лазерными приспособлениями. Вывести на 0 весь ряд, чтобы крайние блочины были на одном уровне, потом подтянуть все остальные до их отметки. Сделать это можно посредством добавления или убирания слоя раствора.
Перемеряйте по 10 раз, чтобы блоки полностью выстроились в линию. Сделать это будет несложно, так как размеры их очень точные (отклонение не более 1-2 мм), в отличие от пенобетона, где допускается погрешность в 1-2 сантиметра. Первый ряд кладки газоблока можно считать завершенным, осталось только сделать армирование сверху него, которое мы рассмотрим в следующем разделе.





Подготовка раствора
Укладка керамзитобетонных блоков выполняется на цементно-песчаный раствор или готовый клеевой состав. При самостоятельном приготовлении раствора рекомендуется в точности соблюдать пропорции используемых компонентов:
- цементный состав – 1 часть;
- песок – 3 части;
- вода – 1 часть.
Цемент, используемый для приготовления раствора, должен соответствовать марке М 400 и выше. Количество воды может варьироваться, потому что на ее количество непосредственное влияние оказывает показатель влажности используемого для приготовления раствора песка.
Приготовленный раствор должен быть пластичным, чтобы блоку легко придавалось нужное положение.
Жидкий раствор применять запрещается. Для повышения его упругости карьерный песок заменяется речным. Разрешается добавлять пластификаторы.
Если объем раствора небольшой, замес выполняется вручную. Для больших количеств рекомендуется воспользоваться бетономешалкой. Раствор следует готовить в количестве, которое будет выработано сразу. Если данный нюанс не соблюден, раствор начнет расслаиваться.
На что еще кладут керамзитобетонные блоки? Разрешается использовать сухой клеевой состав. Все, что требуется для приготовления – добавить воды в соответствии с инструкцией и выполнить замес. Клей отличается хорошей пластичностью, создает тонкие швы. Но стоит он значительно дороже цемента.
Виды конструкций
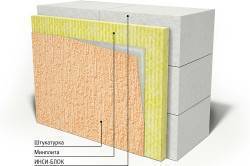
Пример устройства многослойной газобетонной стены.
Каждый, кто только планирует начать строительство дома, сталкивается с проблемой выбора конструкции. Среди популярных видов конструкции различают:
- однослойные;
- многослойные.
Если раньше спросом пользовалась однослойная конструкция, то сегодня все чаще встречается второй тип. Это объясняется возможностью оптимизировать затраты на строительство, так как огромный выбор вариантов многослойной конструкции с утеплением предоставляет шанс значительно уменьшить толщину базовой. При этом все теплозащитные свойства становятся намного лучше. На самом деле переход на многослойные конструкции с экономической точки зрения нецелесообразен. Он выгоден лишь проектным структурам, которые получают огромные дивиденды за разработку более сложных проектов, и производителям строительных материалов. Для владельцев домов из газобетона использование многослойной конструкции способствует увеличению расходов на проектирование и строительство.
Подготовка раствора
Для монтажа бетонных блоков используются как цементные, так и клеевые составы.
Раствор из цемента и песка
Для качественного раствора бетонных блоков нужен цемент высокого уровня, не ниже М 400. Песок потребуется однородный, без комков глины. От крупных включений нужно избавиться.
Сложилось идеальное соотношение раствора для кладки бетонных блоков с такими пропорциями песка и цемента:
- 1 ч. цемента;
- 3 ч. песка.
Воду добавляют из расчета 0,7 к цементу.
Нужную пластичность получают, учитывая, насколько влажный песок, и корректируя массу добавками.
Раствор готовят маленькими порциями, постоянно перемешивая, чтобы смесь не расслаивалась и не схватывалась.
Газосиликатный клей
Универсальный состав, подходит для использования при укладке любых блочных изделий. Имеет высокий уровень адгезии, что позволяет сделать шов минимальной толщины – не более трех миллиметров.
Чтобы приготовить клей своими руками, понадобится готовая сухая смесь, вода, пластиковая емкость и электрическая дрель. Состав нужно размешать до полной гомогенности на низких оборотах
Важно соблюдать заданные пропорции. Объем партии определит скорость вашей работы
При укладке станет понятно, какой она должна быть, чтобы партия клея ушла в дело и не успела застыть.

На что класть первый ряд
Если перепад основания больше 5 мм, что встречается довольно часто, то обычный не подойдёт. Здесь понадобится совместить кладку начального ряда с выравниванием поверхности для последующей кладки блоков.
В этом случае монтаж стартового ряда должен осуществляться исключительно на правильно приготовленные, качественные цементно-песчаные кладочные растворы. Поскольку основание цоколя не идеально ровное, с допуском незначительных перепадов и шероховатостей, использование дорогостоящего клея будет являться недопустимой роскошью для кладки на фундамент. К тому же клей является более пластичным, он предназначен для тонкошовной кладки.
СправкаРекомендуется использовать для кладки начального ряда блоков стандартную пропорцию цемента и пропущенного через сито песка в соотношении 1:3, с добавлением воды до получения смеси относительно густой консистенции.

Правильно приготовленный раствор позволит не только получить максимально надежное соединение газобетона с основанием, но и помогает исправить все имеющиеся неровности. Допускается также использование уже готовых, заводских смесей, изготовленных на основе цемента и песка, дополненных гидрофобными, водоудерживающими добавками и пластификаторами.
Кладка газоблока своими руками
Как выложить первый ряд газоблока мы разобрались, теперь переходим к сооружению всего строения. Этот процесс требует некой подготовки и специального инструмента, просто нанести мастерком клей не получится – слой будет неравномерный, а перерасход сильно ударит по вашему карману. Первым делом надо купить специальный ковш-дозатор. Он позволяет нанести строительный клей толщиной до 2 мм – больше нет смысла. Далее надо купить сам «цемент». Здесь выбирать особо не стоит, надо просто купить несколько мешков от известного производителя, состав их мало чем отличается и абсолютно подходит для работы с любыми блоками.
Следующий шаг – закупка арматуры. Можно использовать прутики диаметром 5-6 миллиметров и сделать из них сетку, но большинство строителей отдает предпочтение именно толстой арматуре диаметром 12-16 мм для связывания блоков. Для распила блоков и подгонки точных размеров надо запастись пилой, причем обязательное требование к ней – твердосплавные зубья. При уплотнении блока надо будет использовать тяжелый резиновый молоток (200-280 г), а также терку с крупными зубьями для заглаживания швов и шлифовки разреза. И не забываем о штроборезе – без него работа не пойдет. Рассмотрим пошаговую инструкцию как правильно класть газоблок.
Шаг 1Начинаем класть блоки.
По сути, процесс очень похож на кирпичную кладку. Нам необходимо сделать «переплет», чтобы швы не попадали в один ряд, как при обычном строительстве дома. Связь между рядами делается при помощи укладки «половинки» в углу и последующего смещения целого газобетона. Намечаем половинку карандашом, отпиливаем пилой, срез шлифуем теркой. Затем намазываем ковшиком слой клея (делать надо густым, как при установке утеплительных материалов) в 2-3 мм, приклеиваем строительный материал и уплотняем молотком. Так продолжаем делать до конца ряда.
Шаг 2Укладка армирования.
Этот процесс немного отличается от обычного строительства дома или гаража. Перед тем, как класть газоблок, ваша задача – сделать штробы для того, чтобы полностью спрятать арматуру заподлицо в блоке. Нельзя, чтобы она выступала сверху, так как клей должен покрыть ее и не нарушить уровень. Ручным штроборезом делаем 2 канавки (наметить место карандашом под линейку), после чего положить в него арматуру (ее можно разрезать или сварить сварочным ин вертором, если нужна длиннее), замазать клеем в ямке. Сверху наносим слой по всему блоку при помощи ковша, кладем сверху другой блок. Так продолжаем делать через весь ряд (можно через 1, по желанию строителя).
Шаг 3Вывод углов.
Здесь ничего сложного нет, главное – постоянно осуществлять замеры, чтобы угол не ушел в сторону, иначе придется очень долго и нудно его срезать или потратить много отделочных материалов, чтобы заделать «косяк». Прикладываем уровень к двум сторонам угла, измеряем отклонение, при необходимости надо ударить блок (на угол выводится ровной стороной всегда) резиновым молотком, чтобы он присел на клее или наоборот – добавить немного, если не хватает пару миллиметров.
Как правильно положить газоблок мы разобрались, теперь можно отправляться на выбор качественных строительных материалов и начинать применять знания на практике! Помните, что спешка нужна только при ловле блох, а кладка блоков должна происходить тщательно и с постоянным измерением уклона.






Рекомендации по работе
Кладка стен из газобетона у застройщиков не вызывает особых сложностей. Однако стоит придерживаться некоторых рекомендаций.
- Толщину несущих стен необходимо выбирать с учетом региона проживания и особенностей климата. Согласно СНИПам, для засушливых территорий, расположенных в теплых местностях, толщины стен в 38 см будет вполне достаточно. Для более холодных регионов минимальная толщина несущих стен составляет от 60 см. Для изготовления внутренних перегородок используют блок толщиной от 75 до 200 мм.

Дом из газобетонного блока с наружным оштукатуриванием стен
- Если вы все же решили возводить тонкие несущие стены, стоит позаботиться о качественном утеплении. При строительстве загородных коттеджей с использованием газобетонных блоков шириной 28–30 см потребуется утепление стен слоем минеральной ваты. Стены толщиной 30–36 см утепляют оштукатуриванием. Для работ лучше использовать силиконовую штукатурку. Оштукатуривание с применением стекловолокнистой армирующей сетки прочно защищает стены от образования трещин.
- Газобетонный блок очень хрупкий материал, поэтому избежать брака при выполнении монтажных работ вряд ли удастся. Некоторое количество материала повреждается и в процессе транспортировки при движении по неровным дорогам. Как показывает практика, 5-10% газобетонного блока пойдет в брак. Это стоит учитывать при покупке материала.

Схема нанесения фасадной штукатурки на газобетон
Это может быть интересно! В статье по следующей ссылке читайте про .
- Высокая гигроскопичность материала требует качественной защиты от переувлажнения. При возведении стен в роли гидроизоляционного слоя выступает штукатурка, защищающая поверхность блоков от разрушения. Свойства материала легко впитывать влагу вынуждает застройщика обрабатывать поверхность водоотталкивающими пропитками. Это позволяет предотвратить расслоение, защитить поверхность от образования трещин и сохранить теплоизоляционные свойства.
- Дом из газобетона нуждается в хорошей системе отопления и вентиляции.
- Для обеспечения целостности материала, дом из газобетонного блока требует возведения прочного фундамента, не подверженного естественным движениям грунта. Монолитное основание является отличным решением и позволяет устранить данную проблему.
Как сделать стену из блоков при помощи специального клея
 В наши дни можно приобрести стеновые блоки, изготовленные на современном высокоточном оборудовании. Обычно они имеют погрешности линейных размеров порядка 1—2 мм. В этом случае при возведении стен из блоков их можно укладывать не на традиционный цементный или цементно-известковый раствор, а при помощи специального клея. Такой метод позволяет избежать «мостиков холода» (через которые может уходить до 20 % тепла), возникающих при кладке блоков с использованием традиционных цементных (цементно-известковых) растворов и стандартной толщиной швов.
В наши дни можно приобрести стеновые блоки, изготовленные на современном высокоточном оборудовании. Обычно они имеют погрешности линейных размеров порядка 1—2 мм. В этом случае при возведении стен из блоков их можно укладывать не на традиционный цементный или цементно-известковый раствор, а при помощи специального клея. Такой метод позволяет избежать «мостиков холода» (через которые может уходить до 20 % тепла), возникающих при кладке блоков с использованием традиционных цементных (цементно-известковых) растворов и стандартной толщиной швов.
Клеевой раствор высыпают в воду и размешивают вручную или машинным способом (миксером, дрелью с насадкой и т. п.) до исчезновения комков. Смесь готова к применению после 5 минут созревания и сохраняет свои свойства в течение 60 минут (в зависимости от температуры воздуха). Консистенция раствора должна быть такой, чтобы он легко и по всей площади вытекал через зубцы зубчатого шпателя.


Тщательно перемешанную клеевую смесь равномерно наносят на ранее уложенные блоки сначала на стыковой (боковой), а затем на горизонтальный шов при помощи зубчатого шпателя. Толщина шва между блоками не должна превышать 2—3 мм. После этого необходимо уложить и прижать следующий блок. В течение 15 минут можно проводить коррекцию его положения.
При укладке пазогребневых блоков на боковые (стыковые) грани клей (раствор) можно не наносить. Эта технология не требует выполнения вертикального шва между блоками. Необходимо выполнять только горизонтальные швы, а система так называемою «теплового замка» обеспечивает надежное соединение блоков по вертикали, не создавая «мостиков холода».
Не следует опасаться, что недостаточная толщина не обеспечит армирование кладки. Этого можно избежать при помощи кладочной сетки или металлической арматуры, причем делать это можно не на каждом ряду, а через 3—4 ряда. Обязательно необходимо армировать длинные стены, фрагменты стен с увеличенной нагрузкой, первый ряд блоков, нижний шов оконных проемов и опорные поверхности перемычек для оконных и дверных проемов (не менее900 мм в обе стороны от проема). Арматурные стержни диаметром 8—10 мм закладываются в пазы глубиной 50—60 мм, предварительно прорезанные в блоках, и заливаются клеевым составом.
Внутреннюю несущую стену из блоков лучше всего строить одновременно с наружной. Соединяют их между собой, впуская в каждом втором ряду блок внутренней стены на глубину 10—15 см в наружную стену. В остальных рядах блок внутренней стены достаточно приставить к наружной стене и соединить с ней раствором.
Если внутренняя стена будет строиться позднее, то необходимо предвидеть возможность впуска ее блоков в наружную стену с помощью «штробы».
Оконные и дверные проемные перекрытия делают из готовых проемных балок, изготовленных промышленным способом либо самодельно. Глубина их закладки в стену зависит от ширины проема и не должна быть меньше 12см.
Для кладки стен можно использовать природный материал — камень. Каменный дом внешне выглядит очень эффектно, он похож на средневековый замок. Это сходство можно сделать более явным при помощи кованых оконных решеток, перил и даже такой мелочи, как фонари «под старину», подвешенные или установленные перед входом.
Газобетонные U-блоки
Арматурный пояс – это конструкции, увеличивающие показатели прочности строения и перераспределяющие нагрузку от перекрытий. U-блоки применяются в качестве опалубки под монолитные балки и монолитные перемычки, предназначенные для перекрытия проемов в стенах и перегородках. U-блоки монтируют на месте будущих монолитных балок таким образом, чтобы более толстые стенки блоков располагались с наружной стороны. Под U-блоки, формирующие перемычку над оконным или дверным проемом, монтируют временные подпорки. Вертикальные стыки проклеиваются. После этого, в образовавшейся полости размещают арматурный каркас. Для этого полость заполняется мелкозернистым бетоном, выравнивающимся по грани кладки.
Устанавливаем первый ряд
Перед кладкой первого ряда газосиликатных блоков необходимо провести подготовительные работы – проверить ровность готового фундамента, при необходимости исправить недочеты, очистить основание от пыли и грязи.
На поверхность фундамента укладывается два слоя гидроизоляции. В качестве нее используют:
- Рубероид;
- Битум;
- Современные полимерные составы.

Если гидроизоляция не будет установлена, блоки газосиликата будут поглощать влагу, стена со временем отсыреет и покроется плесенью.
На слой гидроизоляции ложится цементный раствор толщиной в 3 сантиметра и сетка армирующая. Арматура применяется для распределения нагрузки и усиления несущей способности стены.
Работы по становлению первого ряда начинаются с угла, блоки ложатся на раствор из цемента и песка. Строители предлагают использовать простые приспособления для облегчения кладки газосиликатных блоков своими руками — это шнур и колышки.
По углам и периметру будущего здания установить колышки, которые соединить между собой шнуром, и вести дальнейшую кладку по полученным направляющим.
Клеевой раствор наносится непосредственно перед укладкой блока, раствором так же смазывается торец изделия
Блоки плотно укладываются друг к другу, важно постоянно проверять ровность строительным уровнем, если есть неровности — положение корректируется резиновым молотком и увеличением или уменьшением толщины слоя раствора.

Армирование газобетонной кладки
Армирование газобетонной кладки определяется только проектировщиком еще на этапе планирования. Обязательно делать это надо, если:
- на стены будет оказываться дополнительная нагрузка;
- длина стен значительная, т.е. необходимо обеспечить сопротивляемость ветровым нагрузкам;
- выполняется армирование первого ряда, который укладывается непосредственно на фундамент дома.
Необходимо армирование всех опорных перемычек, длина которых составляет 900 мм и больше. Требуется армировка нижних швов оконных проемов, при этом длина прутьев должна быть не менее 900 мм в каждую сторону от проема. Когда выполняется кладка стен, армирование делается из арматурных прутьев типа А-III, диаметр их составляет 8 мм. В блоках предварительно специально прорезаются пазы для прутьев. Паз сначала заполняется клеем, затем укладывается арматура, после выполняется обычная укладка следующего ряда. От внешней поверхности блоков такие пазы должны отходить на расстояние в 60 мм.
Выбор инструментов
Чтобы укладка газобетона была правильной и долговечной, без применения специальных инструментов не обойтись. Чтобы приготовить бетонный раствор понадобятся — промышленный миксер, емкость для замешивания. Для того, чтобы нанести смесь, понадобятся — несколько мастерков разного размера. Для подгонки газобетонных блоков между собой — специальный молоток и измерительный уровень. Если предусматривается обработка газобетонного блока, то неплохо было бы запастись и такими инструментами как, разметочная линейка, рубанок, пилка, затирка, оборудование для формирования пазов, насадки на дрель, дрель, щетка.
Советы строителей
Приведем практические советы строителей, как правильно класть бетонный блок.
- Блоки перед использованием нужно обработать мокрой щеткой – поверхность лучше впитает клей и кладка станет прочнее.
- Вместо перемычек используйте уголки.
- Используйте леску при заполнении расстояния между углами. Натягивайте ее между верхними внутренними гранями. У вас получится четкая наружная линия. Будет удобнее, если леска окажется цветной.
- Раствор наносите не мастерком, намного удобнее – блоком по блоку, равномерно растирая.
- Каждый блок укладывайте на некотором расстоянии от предыдущего: он придвинется сам и прихватит немного монтажной смеси.
- Не ударяйте пустотелые блоки при выравнивании: изделия хрупкие, легко повреждаются.
- В процессе работы вам понадобятся части блоков. Если нет опыта разламывания блоков, используйте углошлифовальную машину.
- При клеевом способе монтажа кладочных бетонных блоков шов получается тоньше, а теплоизоляция помещения становится лучше. Несмотря на более высокую цену клея, затраты оправдаются из-за малого расхода по сравнению с цементной смесью.
- Иногда последний ряд блоков не совпадает с нужной высотой стены. Это не страшно – блоки легко подравниваются ножовкой по металлу.
- Диагонали между углами, ровность кладки проверяйте сразу и часто, потом недостаток уже не исправить. Используйте строительный и лазерный уровни, отвесы. Если добиваетесь максимальной точности – вам потребуется нивелир.
- Внутренние торцы утепляют пенополистеролом.

Если блоки имеют четкую геометрическую форму, можно использовать клей. Стена будет монолитной, а швы – тонкими.
Укладка блоков кажется сложным процессом, требующим серьезных навыков и опыта. При желании, овладеть этой техникой могут все, было бы желание. Надеемся, наша информация была полезной!
Внутренняя отделка стен, возведенных из газобетонных блоков
Владелец дома, построенного их газобетонных блоков, выбирая материалы для внутренней отделки, оказывается перед нелегким выбором. Он может:
— с применением паронепроницаемых материалов. В данном случае диффузия пара прекратится или значительно снизится, оштукатуренные стены снаружи дольше сохранят привлекательный внешний вид. Наряду с этим здание прекратит дышать, и пребывание в нем станет менее комфортным;
— отделать внутренние стены специальным паропроницаемым материалом. Такой подход потребует определенных усилий либо использования специальных материалов, но он позволит сохранить одно из важнейших достоинств газобетона, приравниваемое дома из этого материала к деревянным постройкам – способность пропускать пар и углекислый газ наружу, а внутрь – свежий воздух
Важно помнить, что нельзя отделывать наружные стены непаропроницаемыми, а внутренние паропроницаемыми материалами.
Технология укладки пеноблоков
Если вами будет производиться кладка стен из пенобетонных блоков, первый ряд должен быть уложен на цементно-песчаный раствор, который наносится слоем в 3 сантиметра на гидроизоляционную поверхность. Укладка следующего ряда должна производиться не раньше, чем через 3 часа после завершения работ над первым рядом. При этом можно использовать как цементный раствор, так и на специальный состав. Толщина будущего шва не должна оказаться больше 5 миллиметров. Кладка стен из бетонных блоков производится по такой же методике. Для укладки оконных проемов следует использовать полые пеноблоки, которые обладают U-образной формой. В них следует уложить связанную арматуру, а после залить бетоном. Пруты укладываются в специальные каналы, которые прорезаны в блоках. Если таковые отсутствуют, то вы можете использовать болгарку или штроборез для этого. Перед укладкой плит перекрытия необходимо обустроить бетонный армопояс, высота которого должна составить 20 сантиметров.
Кладка стен из керамических блоков тоже производится по подобной методике. Вы должны помнить о том, что и цементный раствор должен готовиться небольшими порциями. Если же использовать специальный клей, то выработать его будет необходимо в течение 15 минут после приготовления. В качестве оптимальной температуры для укладки пеноблоков выступает диапазон от +5 до +25 градусов. Если на улице стоит жаркая погода, то поверхность пеноблоков рекомендуется периодически увлажнять. Кладка тоже обязательно должна вестись с помощью строительного уровня и отвеса. Только так вы сможете обеспечить ровность стенам. Цемент или клей лучше всего наносить специальной гребенкой, это позволит сделать швы более ровными и тонкими. От излишков раствора можно будет избавиться с помощью обычного строительного шпателя.
Наружная отделка штукатуркой
Защита наружных стен в этом случае должна производиться с помощью специальной штукатурки, обладающей высокой адгезией к газобетону. К положительным качествам такой штукатурки относятся:
- небольшая усадка;
- хорошая гидрофобность;
- малое водопоглощение;
- способность быстро высыхать
Чтобы оштукатурить использовать металлическую сетку необязательно. Стены, возведенные с помощью газобетонных блоков, можно облицевать кирпичом. В этом случае необходимо предусмотреть расширение основания для обеспечения опоры кирпичному ряду. Если газобетонную стену полностью закрыть кирпичной кладкой, она со временем начнет сыреть. Чтобы этого не произошло, необходимо заранее сделать вентиляционные отверстия, которые должны находиться либо на уровне цоколя, либо под карнизным свесом. Сплошная облицовка блоков препятствует процессу парообмена. Поэтому делать ее не рекомендуется. Если же избежать такой облицовки не удастся, газобетон требуется защитить гидроизоляционными материалами. Соединение кирпичной кладки со стеной осуществляется с помощью гвоздей, оцинкованных полос, гибких связей. Одну сторону выбранного крепления необходимо прибить к блоку, а вторую закрепить в шве между кирпичами.
Армирование стен из блоков

Кладка стен из блоков должна предполагать укрепление, при этом используется арматура. Для этого нужно запастись или арматурой, диаметр которой составляет от 6 до 10 миллиметров. Укладывать данные элементы нужно через каждые четыре ряда. Некоторые специалисты советуют использовать стеклопластиковую арматуру, которая позволяет экономить на доставке. Помимо прочего, этот материал уменьшает теплопотери в стенах. Внутренние и внешние стены специалисты советуют укладывать одновременно, как и перегородки, обеспечивая перевязки углов и армирование. Если это по ряду причин сделать невозможно, то для перевязки необходимо сделать штробу, выпустив армирующую сетку в тех местах, где затем предполагается укладывать внутреннюю стену. По верху стены, которая укладывается из керамзитобетонных блоков, нужно предусмотреть армопояс из железобетона
Важно учесть, что он будет обладать более высокой теплопроводностью по сравнению с керамзитобетонными пустотелыми блоками. Поэтому мастер должен предусмотреть место для утепления этой части стены
Перемычки в блочной стене
В блочной стене над проемами дверей и окон нужно обязательно устанавливать перемычки.
В несущих наружных стенах возможна глубина заделки в стену 200 мм, при ширине проема больше 1,5 м допустимо не менее 250 мм, в остальных случаях 350 мм.
Можно их залить из бетона, но это долго и не удобно. Для этого устанавливаете опалубку, армируете пространственным каркасом и заливаете.
 Арматурный каркас бетонной перемычки
Арматурный каркас бетонной перемычки
Но в таком случае кладка останавливается. Если вы кладете сами и не торопитесь, то можете совершенно спокойно использовать этот способ, он самый дешевый, но и самый трудоемкий. Зато ничего из стены не торчит.
Готовые перемычки тяжелые и их ставят несколько в ряд, чтобы подобрать под толщину стены. Этот способ более быстр, но одному или вдвоем тяжело на лесах ставить перемычки. И по деньгам уже не столь дешево. Опять же, ничего из плоскости стены торчать не будет.
При строительстве у частного застройщика чаще используют в качестве перемычек уголок и арматуру.
В перегородках используют арматуру 10-12 мм 3-4 штуки, которые заделывают в кладку, снизу подвязывают доску и распирают её снизу стойкой, а сквозь прутки накладывают раствор. Когда раствор более-менее потеряет подвижность, кладут блоки. Дверные проемы так делаются легко.
 Перемычка из арматуры над дверным проемом
Перемычка из арматуры над дверным проемом
А вот в наружных стенах, которые обычно существенно толще перегородок, используют уголок.
Для этого уголок режут по размерам, между собой сваривают через полосу, арматуру в 3-4 местах. Затем грунтуют грунтовкой по металлу (иначе пойдет ржавчина) и устанавливают на блок. На полки наносится раствор и устанавливаются блоки, только отверстиями вверх. Это самый затратный способ, за пределы стены выходит полка уголка. Зато и самый надежный. И быстрый.
Плюсы и минусы газобетона, как кладочных блоков
Положительные характеристики газобетона позволяют эффективно использовать этот материал для строительства загородных домов и дач. Возводить стены из газобетона достаточно легко, благодаря таким характеристикам материала:
- небольшой вес газобетонных блоков обеспечивает не только легкость транспортировки и выполнения погрузочно-разгрузочных работ, но и простоту кладки;
- газобетон легко поддается обработке;
- точные геометрические размеры повышают легкость исполнения, качество монтажных работ и высокую скорость их проведения;
- способность приобретать любую форму позволяет легко решать любые дизайнерские проекты.

Проект дома из газобетонного блока
Также при возведении стен из газоблоков надо учитывать следующие недостатки:
- хрупкость материала и низкая устойчивость к механическим воздействиям требует соблюдения защитных мер при транспортировке, хранении и выполнении монтажных работ;
- любые естественные движения грунта, усадка материала, погрешности при возведении фундамента вызывают образование многочисленных трещин на поверхности стен;
- высокие показатели гигроскопичности материала, из-за чего незавершенные конструкции плохо переносят зиму и требуют консервации объекта;
- при возведении стен приходится делать армирование;

Облицовка стен из газоблока кирпичом может проводиться параллельно строительству
Дом из газобетона имеет довольно внушительный ряд недостатков. Однако большинство из них можно полностью исключить или значительно снизить их влияние благодаря точному соблюдению технологии строительства, начиная с возведения фундамента и заканчивая внутренней отделкой. Привлечение опытных мастеров, имеющих многолетнюю практику работы с этим материалом, обеспечит качественное исполнение и надежность постройки.
На нашем сайте Вы можете ознакомиться с самыми от строительных компаний, представленных на выставке домов «Малоэтажная Страна».
Как посчитать объемы кладки
Расход блока на 1 м2 стены в ½ блока составляет 12,5 штук. Толщиной в блок или 40 см – 25 штук.
Так что с простой геометрии вполне хватает, чтобы посчитать количество блока на здание. Однако стоит заложить примерно на 5 % больше от полученного числа, поскольку будет бой, блок будет резаться и так далее.
Для примера возьму дом 8 х10 м по наружным стенам, входная дверь 1 х2,2 м, 4 окна 1,5 х 1,4 м. Высота кладки 3 м, толщина стен 40 см.
Площадь наружных стен будет:
(8 + 10 – 0,4 * 2) * 2 * 3 – 2,2- 4 * 1,5 * 1,4 = 92,6 м2
Блока нужно будет:
92,6 * 25 *1,05 = 2431 шт.
Цемента нужно будет приблизительно 36 мешков, 12 баллонов жидкого мыла, песка около 12 м3.
Уже из того можно посчитать сколько будет нужно денег на кладку. Я посчитаю для себя и своего региона на середину 2016 года. А вы уже по аналогии сможет подкорректировать расчет для себя.
Материалы:
- Блок малоцементный К-20: 2430 * 22 = 53 460 руб.
- Доставка блока: 4 шт. * 2000 = 8 000 руб.
- Выгрузка и подача автокраном блока: 4 часа х 2000 = 8 000 руб.
- Песок 14 м3: 7 000 руб.
- Жидкое мыло: 12 шт. * 80 = 960 руб.
- Гвозди, дюбеля, веревка и так далее: 1000 руб.
- Сетка ВрII 5 мм 150х150 мм: 72 м2 * 62 руб. = 4 462 руб.
- Уголок 63: 18 м.п. * 250 = 4 500 руб.
- Заработная плата каменщика 2430 * 20 = 48 600 руб.
Итого кладка наружных стен будет стоить всего 136 тысяч рублей. И чуть меньше половины из них составляет зарплата. Так что прямой способ сэкономить — делать кладку стен самому.
Технология проведения работ
Методика укладки блоков является такой же, как была описана выше. После того как угловые изделия окажутся на месте, их нужно тщательно выровнять, а затем можно продолжать работать в соответствии с выставленными ранее направляющими. Для внешних стен направляющие нужно установить заблаговременно по периметру стен, установив колышки на расстоянии 2 метров друг от друга. Между ними натягивается веревка. Если речь идет о внутренней перегородке, то возведение осуществляется от одного из изделий боковых стен. При этом нужно будет осуществить заблаговременную разметку на поверхности пола и стен с помощью рулетки и уровня, отказавшись от укладки гидроизоляции. После того как будет установлен боковой блок, на боковые грани изделий нужно будет нанести специальный клей. От неровностей на горизонтальной поверхности можно будет избавиться с помощью терки, а оставшийся мусор по типу осколках блоков или пыли нужно смести мягкой щеткой.
Как правильно выбрать блоки из газобетона
Газобетонные блоки отлично подходят для формирования внутренних перегородок, перемычек, плит перекрытий и несущих стен загородных домов и дач.
В зависимости от их назначения и конструкционных характеристик различают несколько видов:
- конструкционные блоки используются для возведения прочных несущих стен;
- конструкционно–теплоизоляционные блоки применяются для устройства перекрытий, внутренних перегородок и несущих стен загородных домов, высота которых не превышает 3 этажа;
- теплоизоляционные блоки характеризуются отличными показателями теплозащиты и используются для формирования внутренних перегородок или утепляющего внутреннего ряда.
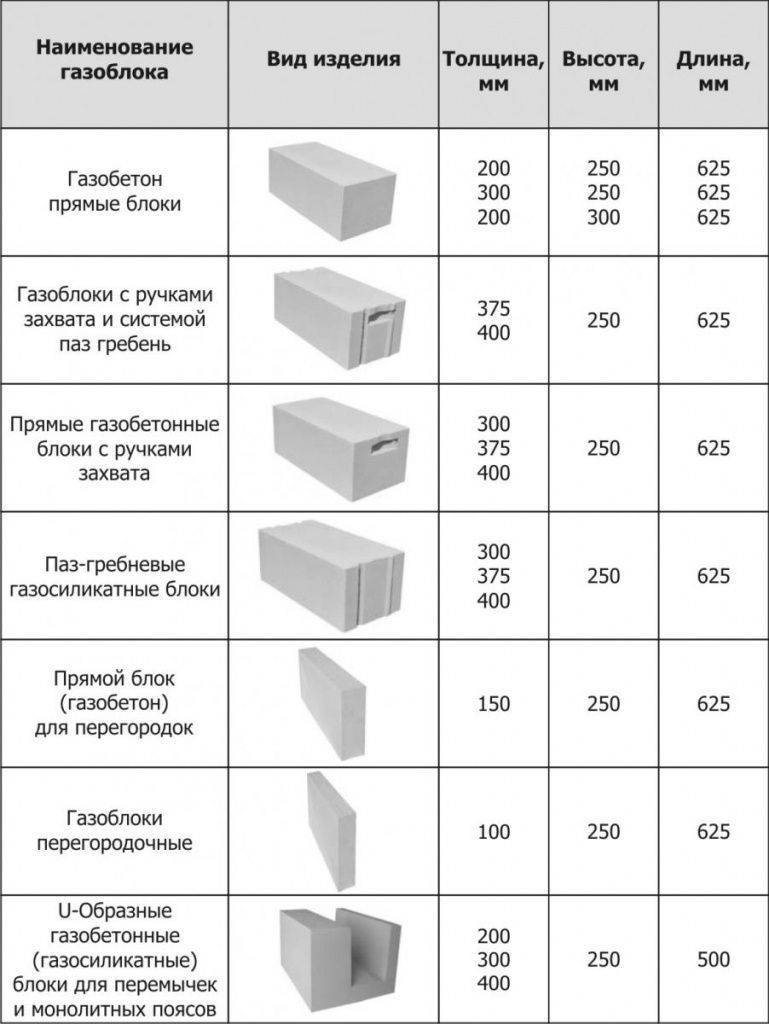
Газобетонные блоки различных форм и размеров
На нашем сайте Вы можете найти контакты строительных компаний, которые предлагают . Напрямую пообщаться с представителями можно посетив выставку домов «Малоэтажная Страна».
При выборе материала стоит отдать предпочтение проверенным производителям, занимающимся производством газобетонных блоков на строительном рынке много лет. Газобетонный блок должен обладать рядом качеств:
- точные геометрические формы с низкой погрешностью материала;
- равномерная структура;
- отсутствие разводов, пятен, сколов и трещин;
- герметичная упаковка;
- проверенный производитель;
- сертифицированный материал.
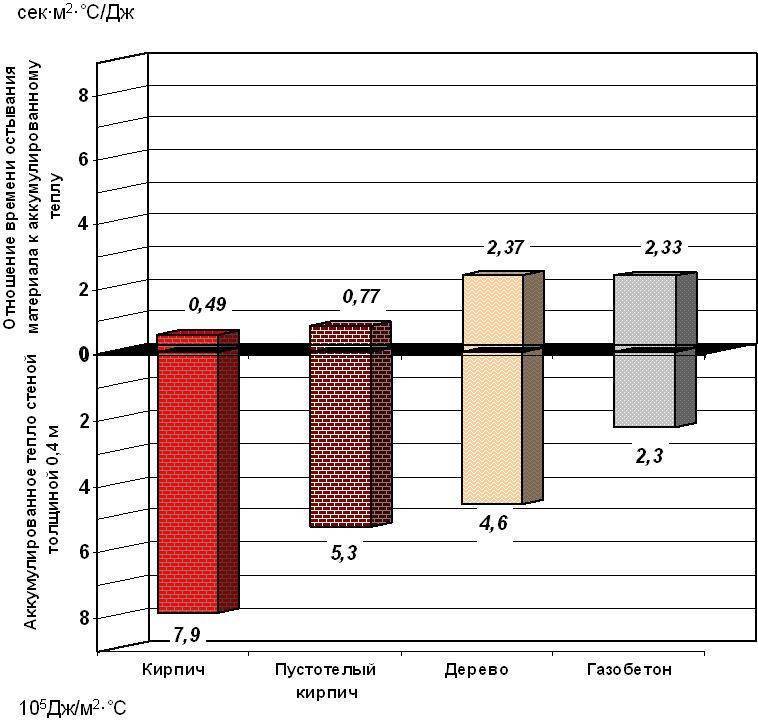
Таблица теплопроводности различных материалов
Наличие всех вышеперечисленных позиций позволяет купить газобетонный блок высокого качества, обеспечивающий надежность конструкции в течение всего периода эксплуатации.
Подготовительные работы
Перед началом производства работ необходимо:
- Подготовить механизмы, оборудование, инструменты и другой вспомогательный инвентарь:
- Инструменты. В первую очередь понадобится: миксер для приготовления раствора, кельма-ковш или каретка для клея, щетка для очистки блока и канавок в нем, резиновый молоток-киянка, крупнозернистая наждачка, терка, полутерок, ручной штроборез, ножовка, угольник, рубанок по газобетону
- Электрогенератор, в случае отсутствия на стройплощадке центрального электрообеспечения
- Подъемные механизмы для стройматериалов
- Средства защиты для безопасности производства работ: перчатки, респираторы, очки, каски и пр.
 Возведение здания из газобетона: набор инструментов
Возведение здания из газобетона: набор инструментов
- Доставить на стройплощадку необходимые строительные материалы, и складировать их в заблаговременно подготовленные места:
- Сами изделия и перемычки
- Клеевую смесь
- Рулонную гидроизоляцию
- Арматуру
 Таблица видов изделий из газобетона
Таблица видов изделий из газобетона
На заметку: проводить работы по кладке рекомендуют в промежуток времени года, когда температура воздуха не выходит за рамки оптимального диапазона +5 до +35°С.
- Подготовить рабочую зону:
- Убрать мусор и другие посторонние предметы.
- Если предполагается работа в темное время суток – устроить освещение строительной площадки.
- Чтобы осуществить процедуру возведения постройки из газобетонного блоков на верхних ярусах кладки, необходимо собрать подмости.
 Вариант устройства подмостей, импровизация
Вариант устройства подмостей, импровизация
 Вариант подмостей
Вариант подмостей
На заметку: кладка этажа разделяется на ярусы, высотой до 1,2 м. Производство работ при возведении нижнего яруса выполняется с пола. Последующие ряды выкладываются с деревянных или металлических подмостей.
- При помощи уровня проверить горизонтальность основания под кладку: если поверхность фундамента не ровная (что бывает в большинстве случаев), то необходимо ее выровнять прочным цементно-песчаным раствором, чтобы перепад высоты был менее 3 см
- Стена из газоблока обязательно должна быть отсечена слоем гидроизоляции от фундамента, во избежание капиллярной подпитки водами из грунта.
 Устройство гидроизоляции
Устройство гидроизоляции
На выравнивающий слой фундамента расстилают рулонный гидроизол, внахлест не менее 150 мм. Поверх наносится еще один выравнивающий слой раствора, который будет являться общим начальным уровнем при строительстве.
- Выполнить разметку согласно плану сооружения, а также обозначить оконные и дверные проемов
- Подать в рабочую зону необходимый стройматериал и инструменты в количестве, обеспечивающем 2-4 часа непрерывного труда
Выровненная гидроизолированная поверхность фундамента. Рабочая зона подготовлена.
Кладка стен
Все последующие ряды во время укладки контролируются уровнем и «перевязываются»
Очень важно отслеживать геометрию стен, потому что сложно будет вносить коррективы после того, как раствор схватится.
Кладочную смесь наносят кельмой, блок укладывают, придвигают к торцу предыдущего, подбивают (при необходимости) резиновым молотком, удаляют лишний раствор.

Чтобы знать, как правильно класть керамзитобетонные блоки, рекомендуется изучить популярные методики исполнения таких работ:
- На полблока. Хороший способ для устройства объектов хозяйственного предназначения. Блок выкладывается вдоль основания по длине. Конструкция нуждается в утеплительном слое, потому что толщина стены получается небольшой.
- Шириной в один кирпич. Такая схема кладки керамзитобетонных блоков считается самой распространенной, применяется во время строительства жилах домов и гаражных помещений. Во время кладки чередуют ложковые и тычковые уровни. Необходим утеплительный слой, толщина которого будет от пяти и более сантиметров.
- Колодцевая кладка стен из керамзитобетонных блоков. Для данного способа характерным отличием являются пустоты между слоями, которые при возведении стен заполняются утеплительным материалом. Этот способ рекомендован, когда выполняется облицовка внешних стен кирпичным материалом. Метод считается самым эффективным по сохранению тепла внутри помещения.
Характеристики и технология укладки газобетонных блоков
Изготовление газобетона происходит по размерам, утвержденным ГОСТ 31360-2007, в виде прямоугольных блоков со специальными пазогребневыми замками для некоторых марок, предназначенных для упрощения угловой кладки.
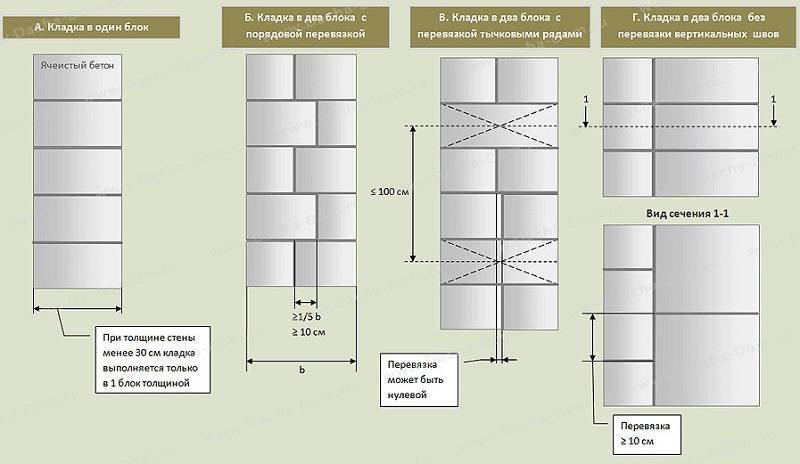 Варианты кладки стен из блоков
Варианты кладки стен из блоков
| Марка изделия | Длина | Ширина | Количество для 1 м2, штук | Объем в 1 м3, штук | Количество в грузовике, штук | Объем в грузовике, м3 | |
| см | |||||||
| D 500 | 60 | 5 | 25 | 6,7 | 133,3 | 4 320 | 32,4 |
| 7,5 | 88,9 | 2 880 | 32,4 | ||||
| 10 | 66,7 | 2 160 | 32,4 | ||||
| 12,5 | 53,3 | 1 728 | 32,4 | ||||
| 15 | 44,4 | 1 440 | 32,4 | ||||
| 17,5 | 38,1 | 1 152 | 30,2 | ||||
| D 600 | 60 | 5 | 25 | 6,7 | 133,3 | 3 840 | 28,8 |
| 7,5 | 88,9 | 2 560 | 28,8 | ||||
| 10 | 66,7 | 1 920 | 28,8 | ||||
| 12,5 | 53,3 | 1 536 | 28,8 | ||||
| 15 | 44,4 | 1 280 | 28,8 | ||||
| 17,5 | 38,1 | 1 024 | 26,9 |
 Нанесение клея
Нанесение клея
Отработанная технология укладки газоблоков при помощи строительного клея – процесс быстрый и простой. Для строительства сооружения из блоков понадобятся такие стройматериалы и инструменты:
- Газоблоки такого типа и размера, характеристики которых рекомендует проект;
- Сухая клеевая смесь;
- Уровень, деревянная киянка, причальный и маркерный шнур, отвес;
- Ножовка или шлифмашина для ручной резки блоков в нестандартный размер;
- Строительная ванна для жидкого клея;
- Строительный миксер для приготовления раствора;
- Гвозди, легкий молоток, мастерок, шпатель, перфоратор для штробления блоков;
- Арматура Ø 10-12 см;
- Металлическая щетка для очистки блоков от грязи и излишков раствора;
Для экономии на строительном клее первый ряд газобетонных блоков можно укладывать на обычный цементно-песчаный раствор, остальные ряды – на клей, чтобы не допустить появление локальных мостиков холода в стене. Не рекомендуется применять кладочный раствор на основе песка и цемента для всего дома, так как за счет толстых швов его расход увеличивается в несколько раз, при этом прочность остается на прежнем уровне. Также понижаются теплоизоляционные характеристики здания, и возможно появление мостиков холода между швами и газобетоном.
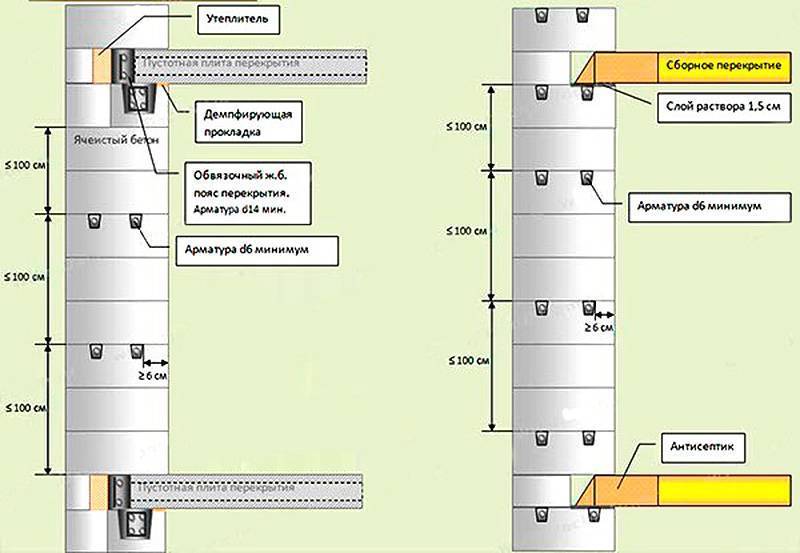 Схема армирования
Схема армирования
Первый шаг в процессе кладки газобетонных блоков – установка по углам фундамента дома маяков из газоблоков. Такие маяки необходимы, чтобы по натянутому по ним шнуру можно было проверять прямолинейность укладки блоков. Чтобы закрепить шнур на газобетоне, его наматывают на гвозди, забитые в блок или в шов между газокирпичами на высоте первого ряда.
По плотности газобетонные изделия бывают:
- Конструкционными: марка по плотности D 300-D 500;
- Конструкционно-теплоизоляционными: D 500-D 900;
- Теплоизоляционными: D 900-D 1200.
Исходя из параметров плотности, оптимальной маркой для каждого проекта дома будет та, которая обеспечивает необходимую прочность, морозостойкость, влагонепроницаемость и теплонепроницаемость при требуемой толщине стен в данном климатическом регионе. Для средней полосы РФ рекомендуется марка D 500 и выше. Характеристики газоблоков согласно ГОСТ 31360-2007 и ГОСТ 31359-2007 приведены в таблице:
| Плотность (кг/м 3) | Длина L | Толщина B | Высота H | Теплопроводность | Прочность | Морозоустойчивость |
| D 600 | см | 0,14 | B 3,5 | F 25 | ||
| 60 | 5,7,5,10,12,5,15, 17,5, 25, 20, 27,5, 30, 32,5, 35, 37,5, 40, 42,5, 45, 47,5, 50 | 25 | ||||
| D 500 | 0,12 | B 2,5 | ||||
| D 400 | 0,10 | B 1,5 | ||||
| D 350 | 60 | 10,125,15, 17,5, 20, 22,5, 25, 27,5, 30, 32,5, 35, 37,5, 40, 42,5, 45, 47,5, 50 | 25, 37,5 | 0,09 | B 1 | Не нормируется |
Стандартные размеры газоблока – 625 х 250 мм, причем толщина изделия может быть разной, в зависимости от нагрузок, например:
- Толщина блоков для фасадных и несущих стен– 370-400 мм;
- Толщина для внутренних стен – 250 мм;
- Толщина легких ненесущих перегородок – 100 мм.
Система крепления «паз-гребень» позволяет укладывать изделия идеально ровно даже без строительных навыков.
Размеры газобетонных блоков
Любая кладка блоков из газобетонных блоков требует монтажа перемычек – для окон и дверей, между комнатами и этажами. Бетонные перемычки заливаются на месте и армируются, в некоторых случаях перемычку можно изготовить на земле. Так как перемычки – это по сути термический мост, способствующий возникновению мостиков и точек холода, то их необходимо отдельно утеплять. В качестве утеплителя используют минеральную (базальтовую) вату или пенополистирол толщиной 6-8 см.
Блоки и их особенности
 Блоки являются одним из важнейших строительных элементов. Именно с их помощью относительно за короткий период можно возвести строение.
Блоки являются одним из важнейших строительных элементов. Именно с их помощью относительно за короткий период можно возвести строение.
На сегодняшний день существует несколько разновидностей строительных блоков, которые широко используются для работ разного назначения.
К ним относятся:
- керамзитобетонные блоки;
- пеноблоки;
- газоблоки.
 Керамзитобетонные блоки
Керамзитобетонные блоки
Каждое из приведенных изделий имеет свои достоинства и недостатки, как и любой другой строительный материал.
Во многих разновидностях блоков основным связующим компонентом является бетон. Именно этот материал способен объединять различные компоненты, из которых формируется блок в единое целое.
Благодаря расширению видов блочных изделий, кирпич, как строительный материал для возведения стен, отошел на второй план, поскольку кладка стен из блоков производится гораздо быстрей и практически не уступает в надежности и даже по эксплуатационным характеристикам.
К преимуществам блоков стоит отнести:
- долговечность изделия;
- отличную шумоизоляцию;
- хорошие показатели звукозащиты;
- прочность применяемых материалов;
- неподверженность воздействию плесени, грибков и грызунов;
- относительно небольшая стоимость.
С помощью блоков стены легко возводятся
Но и у блоков есть недостатки. На блочные изделия не стоит опирать тяжелые бетонные перекрытия, так как они не способны выдерживать большой вес.
Так что, надумав осуществлять возведение стен здания в несколько этажей из блоков, следует выполнять дополнительные армированные бетонные пояса или же довольствоваться перекрытием из лесоматериалов.
Важным моментом при монтаже блоков являются небольшие требования к фундаменту. Для строительства блочного дома нет нужды возводить тяжелое основание, данный материал с легкостью сможет выдержать простая лента.
Технология кладки стен из блоков с видео
 Для кладки стен из блоков своими руками вам понадобятся кельмы различной ширины для нанесения раствора тонким или толстым слоем, резиновый или деревянный молоток для выравнивания положения блоков, отвес, уровень, пила, рубанок для сглаживания неровностей кладки и, желательно, бетономешалка или электрическая дрель с насадкой для приготовления раствора.
Для кладки стен из блоков своими руками вам понадобятся кельмы различной ширины для нанесения раствора тонким или толстым слоем, резиновый или деревянный молоток для выравнивания положения блоков, отвес, уровень, пила, рубанок для сглаживания неровностей кладки и, желательно, бетономешалка или электрическая дрель с насадкой для приготовления раствора.
Соблюдая технологию возведения стен из блоков, перед началом работ необходимо обеспечить строгую горизонтальность поверхности фундамента и оборудовать гидроизоляцию. В том случае, если ее изготавливают на основе рулонного кровельного материала, для предохранения его от повреждений на верхнюю поверхность фундамента желательно нанести слой цементно-песчаного раствора толщиной в 1 см. Кровельный материал укладывают в 2—3 слоя на раствор и слегка прижимают его. Размеры рулона должны быть несколько шире блоков кладки. На гидроизоляцию рекомендуется нанести тонкий слой раствора. Он предназначен для заглаживания неровностей и предохранения кровельного материала от повреждения мелкими камнями.
При строительстве стен из блоков для обустройства горизонтальной можно использовать специальную полимер-цементную гидроизоляционную смесь, поступающую в торговлю в сухом виде. Перед применением ее следует высыпать в чистую воду и интенсивно перемешать до получения однородной массы. Для первого грунтовочного слоя воды необходимо взять в 1,5 раза больше, чем для последующих слоев. Смесь пригодна к употреблению после 10 минут созревания и повторного перемешивания. Раствор сохраняет свои свойства в течение 2 часов (в зависимости от температуры воздуха). Его наносят кистью в несколько слоев.


На гидроизоляционный слой укладывают первый ряд блоков. Согласно правильной технологии кладки стен из блоков, все блоки первого ряда укладываются на цементный раствор марки Ml50 или М200. Для остальных рядов применяют цементный или цементно-известковый раствор марки не ниже М100.


В начале первого ряда укладываются угловые блоки и тщательно проверяется их высота и горизонтальность. В каждом углу лучше всего положить минимум три ряда блоков до того, как возводить стену между ними. Блоки в углах укладывают попеременно. Необходимо позаботиться о получении одинакового уровня очередных рядов блоков во всех углах.
Возможную разницу в высоте при кладке стен из блоков своими руками можно устранить с помощью раствора. После этого следует натянуть на уровне верха маячных блоков, на расстоянии 2—3 мм от боковой грани, шнур и закрепить его. Блоки первого ряда выкладываются особенно аккуратно — ведь именно они в дальнейшем обеспечивают чистую и точную укладку остальных фрагментов стены. Блоки подравнивают при помощи резинового молотка, а затем проверяют горизонтальность кладки. В том случае, если используются блоки из ячеистого бетона, все неровности можно загладить с помощью специальной терки (грейдера), а затем тщательно очистить кладку от бетонной пыли. Рекомендуется дополнительно покрыть первый ряд блоков гидроизоляционным раствором.


Последующие ряды кладки выполняют по однорядной системе перевязки швов. Как правило, достаточно делать перевязку кладки в каждом третьем ряду. Вертикальные швы нижележащего ряда блоков должны быть смещены относительно верхнего не менее чем на 100 мм.


Кладочный раствор наносят полосой, соответствующей ширине блока. Он должен быть одинаковой толщины — около 15 мм. Блоки, изготовленные промышленным способом, одинаковы и имеют достаточно точные размеры, поэтому кладка получается абсолютно ровной. Выдерживая стандартную толщину швов, вы тем самым обеспечите высокое качество кладки, ее прочность и высокие теплотехнические свойства.
Посмотрите видео кладки стен из блоков, чтобы лучше понять технологию процесса:
Кладка следующих рядов
Следующий ряд начинают укладывать с одного из углов. Для обеспечения горизонтальности рядов, нужно установить деревянные рейки-порядовки или же угловые, а при большой длине стены – и промежуточные маяки. Укладка рядов выполняется с перевязкой блоков, путем смещения следующих рядов относительно предыдущих. Показатель минимальной величины смещения – 8 сантиметров. Выступающий из швов клей, ненужно затирать, его удаляют, используя мастерок. Блоки сложной конфигурации и доборные блоки делаются при помощи ножовки для блоков Ytong, обычной ножовки с твердосплавными насадками или электрической пилы.
Газобетонные блоки избавляют от пленки по мере необходимости, дабы не подвергать материал воздействию атмосферных осадков. Уложенные фрагменты стены следует защитить пленкой распакованных блоков.
Устройство перекрытия в домах из газобетона
Для создания перекрытий в газобетонных домах, используют два вида плит: многопустотные плиты из тяжелых бетонов и газобетонные плиты. Использование газобетонных плит подразумевает обязательное устройство армированного пояса из тяжелого бетона, обеспечивающего устойчивость здания к ветровым нагрузкам, температурным и усадочным деформациям, аварийным воздействиям.
Газобетонные плиты перекрытий, как и стеновые блоки из газобетона, выполняются по стандартной технологии и подвергаются обработке в автоклаве. Показатели этого материала обеспечивают отличную несущую способность и достаточно низкую теплопроводность газобетонных плит перекрытий. Пол, с основой из газобетонных плит перекрытий, всегда остается теплым. К тому же полы из газобетона не нужно дополнительно утеплять. Безупречная геометрия и гладкость газобетонных плит перекрытий упрощают отделочные работы потолков. Еще газобетонные плиты выступают надежной защитой от огня, ограничивая его распространение только одним уровнем.
Многопустотные плиты применяются, если расстояние между несущими стенами больше 6-и метров. В этом случае плиту опирают на специальный распределительный пояс, выполненный из армированного кладочной сеткой силикатного кирпича или монолитного железобетона.
Внутреннее и внешнее утепление

Газобетон паро- и газопроницаемый, поэтому выбирать материал для утепления нужно исходя из этого, чтобы не нарушить микроклимат.
Утепление осуществляется с помощью теплоизоляционных материалов, показатель паронепроницаемости которых выше, чем у самих блоков. Это обеспечит наилучший отвод влаги и поможет избежать образования конденсата. В качестве таких утеплителей могут быть использованы:
- каменная вата;
- минеральная вата;
- базальтовое волокно.
Внутренние утепляют только в том случае, если в дальнейшем теплоизоляционный слой будет подвергаться периодической замене. Недостаток такого способа утепления заключается в уменьшении внутреннего пространства.
При изготовлении газобетона сырьевая масса режется на небольшие фрагменты. В результате одна часть открытых пор оказывается на поверхности блоков с наружной стороны. Если стену из таких блоков не защитить, при попадании дождя газобетон намокнет. При этом влага проникнет не только в поверхностный слой, но и способна вызвать разрушение газосиликатного бетона, что отрицательно сказывается на эстетике здания.
Строения из блоков можно оставить и без наружной отделки, если его владельцу безразличен внешний вид дома. Благодаря использованию современных материалов, предназначенных для облицовки фасадов, можно не только отлично защитить стену от воздействий окружающей среды, но и придать зданию привлекательный внешний вид.
Толщина стен
Толщина стен с использованием этого строительного материала варьируется в зависимости от предназначения строящегося объекта, а также климатических зон. Данные стены будут иметь существенные отличия, связанные с принципами кладки и дополнительными облицовочными покрытиями. В связи с этим принято считать, что толщина стены из керамзитобетонных блоков без утеплителя для простой конструкции составляет 190мм. При таком строительстве необходимо провести дополнительные работы по нанесению на внутреннюю часть стены штукатурки, а на внешнюю – теплоизоляционного материала.

Эти постройки могут быть только нежилыми, так как они будут обладать высокой теплопроводностью. Теплопроводность самих керамзитобетонных блоков находится на среднем уровне, поэтому материал нуждается в дополнительном утеплении. Именно поэтому стоимость такого материала небольшая.
Если вы строите баню, то стены делайте шириной в 390мм. При этом также не забудьте оштукатурить внутреннюю стену и утеплить внешнюю. Для того, чтобы построить загородную дачу для постоянного проживания, необходимо сделать стены из керамзитобетона в 600мм. При этом блоки перевязываются, пустоты наполняются при помощи теплоизоляционного сыпучего материала, а стены с обеих сторон облицовываются штукатуркой. При строительстве жилых домов используют такие размеры керамзитобетонных блоков для несущих стен: 380х250х219 и 440х250х219. Они считаются наиболее удобными при укладке.
Что использовать в качестве клея
Многие строители по старинке производят укладку газобетонных блоков на традиционный цементно-песчаный раствор, думая, что так получится сэкономить. Но низкая стоимость данного раствора создает иллюзию экономии. Стоимость специального клея превышает цену обычного раствора примерно в два раза. При этом расход цементно-песчаного раствора на квадратный метр кладки превышает расход специального клея в шесть раз.
Неоспоримое преимущество газобетонных стен – обеспечение качественной теплоизоляции, достигающейся как за счет низких показателей теплопроводности газобетонных блоков, так и за счет малой толщины швов. Плотное прилегание элементов кладки возможно только при условии применения клеевого раствора. Использование цементно-песчаного раствора непременно ведет к увеличению толщины швов и появлению «мостиков холода», являющихся — разрывом в материале стен. Высокий теплообмен в местах «мостиков холода» является причиной появления холодных участков на внутренней поверхности стен, образования конденсата, увеличения теплопотерь, появления плесени и грибка.
Помимо этого, обычные цементно-песчаные растворы значительно увеличивают неровность кладки и снижают ее прочность на изгиб и сжатие.
Производители блоков из газобетона считают применение растворов, не рассчитанных на кладку газобетона, грубым нарушением технологических норм строительства, и рекомендуют осуществлять кладку только специальными клеями. Современная технология укладки блоков, с использованием клея, позволяет минимизировать зазор между блоками и предотвратить появление «мостиков холода». Тонкошовный раствор продается в сухом виде. Непосредственно перед использованием, его засыпают в воду. Масса размешивается миксером, до приобретения однородной консистенции.
Независимо от формы блоков, несущие швы заполняются клеем полностью. Так же производятся вертикальные швы, соединяющие гладкие блоки. Межблочные швы, соединяющиеся по типу паз-гребень, остаются частично незаполненными. Толщина шва составляет 1-3 миллиметра. Газобетонные стены оптимальной толщины (в московском регионе – 375-400 миллиметров), уложенные с применением тонкошовного клея, не требуют дополнительной теплоизоляции. Дабы предотвратить появление высолов на стенах, при зимнем строительстве используют клеевой раствор с добавлением противоморозных компонентов.
Расчет газобетонных блоков и клея
| ПАРАМЕТРЫ ПОМЕЩЕНИЯ: | |
| Высота стены (м): | |
| Внешние стены: | |
| Класс плотности: | D350D450D500D600D700 |
| Длина стен (периметр) (м): | |
| Толщина стен (блока)*: | 100 mm.150 mm.200 mm.250 mm.300 mm.375 mm.400 mm.500 mm. |
| Площадь дверных и оконных проемов ( м2): | |
| ПЕРЕГОРОДКИ: | |
| Класс плотности: | D600D700 |
| Длина перегородочных стен (периметр) : | |
| Толщина перегородочных стен: | 50 мм.75 мм.100 мм.150 мм.200 мм. |
| Площадь дверных и оконных проемов ( м2): | |
| Итого на помещение: | |
| ПРИМЕРНЫЙ ОБЪЕМ БЛОКОВ: 0 м3 |
|
| ОБЪЕМ ПЕРЕГОРОДОК: 0 м3 |
|
| КОЛ-ВО МЕШКОВ КЛЕЯ**: 0 шт. |
|
| * — толщина стен согласно проекту ** — расход клея: 25кг на 1м3 газобетонных блоков при толщине клеевого слоя не более 3мм и размере блока 600х375х250. |
Достоинства газосиликатных блоков
Применение газосиликатных блоков можно увидеть не только в строительстве частных домов, но и для возведения больших жилых зданий. Популярность материала легко объясняется его доступной ценой и отличным качеством построек из него.
 Малый вес при больших габаритах — одно из основных достоинств блоков
Малый вес при больших габаритах — одно из основных достоинств блоков
Строительные компании, которые отдают предпочтение возведению стен из газосиликатных блоков, подчёркивают следующие их достоинства:
- низкая теплопроводность материала;
- маленький вес;
- оптимальные размеры для работы, которые позволяют завершить строительство в разы быстрее;
- широкий размерный ряд, что дает возможность применения отличающихся по длине и ширине газосиликатов для возведения разных типов перегородок.
При выкладке стен газосиликатными блоками они получаются почти идеально ровными, поэтому оштукатуривание не будет сложным и затратным, понадобится минимальное выравнивание поверхности.
Такая кладка стен из газосиликатных блоков остается доступной даже для непрофессионалов. В связи с этим процесс такого строительства очень популярен в последнее время.
Первый ряд
Схема цепной перевязки газоблоков.
Максимальное внимание следует уделить укладке первого ряда. Задав ровную горизонтальную поверхность первым рядом кладки, есть возможность максимально облегчить укладку всех последующих рядов
Между цоколем (либо фундаментом) и газобетоном необходима горизонтальная отсечная гидроизоляция, которая предотвращает капиллярный подсос. Для гидроизоляции есть возможность использовать рулонные битумные материалы либо гидроизоляционные специальные полимер-цементные растворы на основе сухих смесей.
В том случае, если имеется неидеальная поверхность фундамента, укладка первого ряда блоков должна производиться на выравнивающий слой раствора, который состоит из песка и цемента. Если несущая способность блока по расчету будет использоваться не более, чем на 2/3, есть смысл делать выравнивающий слой не сплошным, а с разрывом. Связано это с тем, что будет возможность снизить теплопотери через шов.
Когда в первом ряду оставшийся зазор будет меньше, чем длина целых блоков, понадобится изготовить по месту доборный блок. В процессе установки доборного блока в кладку следует позаботиться о том, чтобы торцевые его поверхности были целиком промазаны клеем. Каждый блок нужно контролировать по шнуру-причалке и уровню. Корректировку установки надо проводить с помощью резиновой киянки.
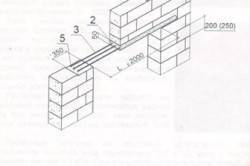
Схема устройства перемычки в кладке из газобетонных блоков.
Важно знать, что после укладки следующего ряда блоков нужно обязательно выравнивать поверхность при помощи терки. Не должно оставаться никаких перепадов уровня между соседними блоками
Если не выполнить данную операцию, в кладке вполне возможно образование вертикальных локальных трещин в местах, в которых концентрируются напряжения. Пыль, которая образуется, нужно стряхнуть сметкой.
Прежде чем выполнять укладку, блоки необходимо очистить от грязи (наледи и снега зимой), пыли, а с отколотыми кромками и углами либо битые отложить. Подвергнув их механической обработке, в дальнейшем с помощью простейшего инструмента (пилы либо ручной ножовки, рубанка для снятия фасок, углового шаблона для направления реза) можно будет использовать блоки при кладке простенков фронтонов либо во внутренних стенках.
Подготовительные работы
Процесс подготовки перед возведением стен из газобетона состоит из нескольких этапов.
Замешивание смеси
Сначала подготавливается емкость требуемого размера, а также промышленный миксер. Чтобы приготовить клеевой раствор применяют сухой состав и обычную воду. Процесс взбивания длится до тех пор, пока готовящаяся смесь не будет иметь однородную консистенцию. После этого на её использование отводится не более 20 минут, иначе он застывает и соответственно теряет свои свойства. Поэтому рекомендуется делать небольшие порции, чтобы успевать их вырабатывать за короткий промежуток времени.
При проведении строительных работ в условиях низких температур, должен применяться специальный морозостойкий тип смеси. Так, в его состав добавляют компоненты, снижающие градус замерзания. В результате раствор сохраняет свои свойства даже в условиях низких температур.
Разметка
Прежде чем начать кладку, требуется провести разметку. Её делают по осям поверхностей возводимого строения. Для этого на линию выкладывают изделия и подгоняют их размер под одну четкую горизонтальную линию. Подгонка осуществляется за счет использования для обработки указанных выше инструментов для газобетона в виде пилы или обычной ножовки
Важно, чтобы все изделия были нарезаны ровно. Когда проводится перевязка, в материалах предварительно проделываются штробы, в которых будет укладываться арматура
Полезные советы
Все перечисленные выше этапы можно без проблем выполнять самостоятельно. Однако при отсутствии навыков работы со строительными материалами, а также инструментами для кладки газобетона своими руками, рекомендуется доверить укладку как минимум первого ряда профессионалам. Это позволит избежать самых серьезных проблем, исправить которые тяжелее всего. Также для упрощения процесса возведения здания из подобного материала, стоит:
- Применять блоки, имеющие четкие и одинаковые размеры;
- Проводить замешивание клея с использованием электронных инструментов. Это позволит снизить вероятность присутствия в нем комочков и неоднородной консистенции;
- Размещать блоки на каждый последующий ряд по четко выбранной схеме. Начинать это делать с углов, после чего по уровню выкладывать каждую стену;
- Стоит армировать не только внешние стены, но и стыки с внутренними;
- Используя рубанок проводить шлифование блоков, с целью добиться максимального их уплотнения.

Заключение
Газоблоки относятся к группе изделий из ячеистых бетонов. Основной нормативный документ, которым можно руководствоваться при возведении стен из данного материала – это «Пособие к СНиП 2.03.01-84 по проектированию бетонных и железобетонных конструкций, произведенных из ячеистых бетонов. НИИЖБ, ЦНИИСК, М., 1986».
Однако, часть информации, представленная в этом нормативе, не отвечает современным требованиям проектирования, а в других существующих руководствах, технологических картах и методических рекомендациях сведения носят разрозненный и порой противоречивый характер.











{kind=link}