





























Конструктивные элементы самодельных пылесосов
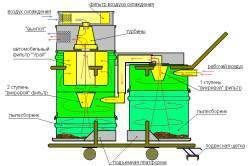
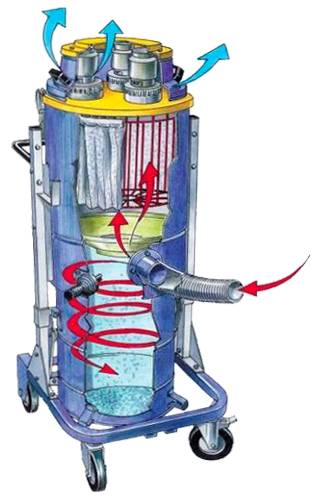
Схема промышленного пылесоса для цемента и бетона.
Для сборки самодельного пылесоса нужно иметь электродвигатель с количеством оборотов не менее 6000 в минуту. Для изготовления устройства подходит электродвигатель от старого пылесоса, стиральной машины или компрессора холодильной установки. Можно использовать в конструкции электроприводы от кухонных приборов, но они имеют повышенную способность к перегоранию, так как эти устройства не приспособлены к высокой и длительной нагрузке.
После выбора электропривода для самодельного устройства подбирается герметичный контейнер и вентилятор для охлаждения. Для корпуса в качестве основы можно использовать пластиковое или металлическое ведро, на дне которого делается отверстие для осуществления забора воздуха. Для сбора мусора используется контейнер. В качестве приемника мусора можно использовать обычный контейнер или циклонную камеру. Наиболее удобной является конструкция, в которой используется циклонная камера. Для самостоятельного изготовления строительного пылесоса требуется применять спецгофру для пылесосов, так как при использовании другой гофры агрегат становится слишком шумным.
Самодельным агрегатом можно собрать до 95% всего объема пыли.
Для строительного агрегата рекомендуется использовать как можно более мощный электродвигатель. Это позволит проводить максимально эффективную уборку строительной пыли. Помимо мощности очень важным фактором является создаваемая устройством степень разрежения.
Для приема мусора лучше всего использовать контейнеры среднего размера, так как большие очень часто являются непрактичными. Самодельное устройство должно быть оснащено высокоэффективным фильтром для качественной очистки воздуха.
Если решено приобрести промышленный строительный пылесос, то лучше всего выбирать модели, которые имеют металлический корпус. Строительные пылесосы промышленного изготовления всегда комплектуются набором насадок. От количества различных насадок зависит функциональность инструмента.
Похожие статьи
- Главная
Чем отличается строительный пылесос от обычного
Но для работ от случая к случаю, данную конструкцию можно немного доработать и усовершенствовать. Идея принадлежит Шайтеру Андрею.
Прежде чем мы рассмотрим второй вариант конструкции, задайте себе вопрос: «В чем заключается одно из основных отличий бытовых пылесосов от строительных?»
В бытовых моделях охлаждение происходит за счет всасываемого воздуха.
То есть, вы пылесосите пол, воздух засасывает мусор. Далее происходит его фильтрация и охлаждение самого двигателя. После чего воздух выбрасывается наружу.
Отсюда и вытекает весь риск повреждения двигателя. Во-первых, при забивании фильтра, резко спадает охлаждение движка.
Во-вторых, цементная пыль на 100% не задерживается в пылесборнике, и часть ее летит через обмотки, по пути снимая как наждак лаковую изоляцию. Такая дисперсная пыль убивает все трущееся и крутящееся.
Добавление воды на дно бачка не особо помогает. Вместо пыли вы получите много грязи, тяжесть ведра, а фильтра все равно в итоге забьются.
В профессиональных же девайсах охлаждение двигателя осуществляется отдельно, через специальные технологические отверстия. Поэтому им не так страшны забитые напрочь мусором мешки.
Более того, у них еще предусмотрена автоматическая очистка или встряхивание.
Дабы по уму переделать бытовую модель, вам понадобится немного больше запчастей, чем в первом случае.
Классификация пылесосов по разным критериям
Распределение по тому или иному критерию поможет определиться с выбором подходящей модели и не запутаться во всем многообразии пылесборников.
 Строительный пылесос – эффективная уборка мусора и пыли
Строительный пылесос – эффективная уборка мусора и пыли
Профессиональное и бытовое оборудование
Все пылесосы, применяемые в ремонтно-строительных работах, делятся на бытовое и профессиональное оборудование. Оба варианта предназначены для уборки строительного мусора, но отличаются друг от друга производительностью, объемом пылесборника, всасывающей мощностью и ресурсом двигателя.
Бытовое оборудование не эквивалентно домашним пылесосам. По сравнению с профессиональными, такие пылесборники имеют небольшую мощность (до 1,5 КВт), меньшую всасывающую способность и ограниченное время безостановочной работы. Это оптимальный пылесос для ремонта квартиры или содержания домашней мастерской.
 Бытовое оборудование для удаления строительного мусора
Бытовое оборудование для удаления строительного мусора
Отличительные особенности профессионального оборудования:
- мощный электродвигатель;
- большой диаметр шланга для забора разного строительного мусора;
- высокая степень разрежения во всасывающем патрубке;
- возможность работы с однофазной и трехфазной сетью;
- наличие дополнительных опций.
 Использование пылесоса в промышленности
Использование пылесоса в промышленности
Профессиональные модели применяют на крупномасштабном производстве или строительстве, где предстоит работа длительное время без перерывов.
Классификация в зависимости от назначения ↑
В зависимости от типа выполняемой уборки, различают следующие виды пылесосов для стройки:
- Сухая уборка. Используется для удаления гипсовой, известковой, цементной и другой пыли после выполнения ремонтных работ. Плюс агрегата – доступная стоимость, минус – всасывание влажных отходов или воды может вывести движок из строя.
- Универсальные – влажная и сухая уборка. Такой строительный пылесос отличается удобством применения, так как справляется не только с пылью, но и с жидкостью любой консистенции.
- Моющие. Основное предназначение – влажная уборка помещения. Обычно используются в торговых центрах, офисных и производственных зданиях. При необходимости, моющий пылесос уберет и строительную пыль.
- Удаление опасных отходов. В устройстве промышленного пылесоса предусмотрен электродвигатель без графитовых щеток – конструкция исключает появление искр. Назначения оборудования:
- уборка пожаро- и взрывоопасных отходов;
- очистка от мучной, древесной и угольной пыли;
- удаление цинкового и алюминиевого порошка.
- Узкоспециализированные – термостойкие модели. Используются для сбора раскаленных отходов, например, горячей металлической стружки.
 Удаление жидкости строительным пылесосом
Удаление жидкости строительным пылесосом
Разновидности по принципу фильтрации ↑
Пылесосы для уборки строительного мусора имеют один из трех принципов фильтрации:
- оснащение пылесборником – мешком для мусора и пыли;
- очистка «циклон»;
- оборудование с аквафильтром.
«Мешковые» пылесосы оснащаются тканевым или бумажным контейнером. Использование матерчатых мешков имеет следующие преимущества:
- экономичность – контейнер подходит для многоразового применения;
- мешки изготовлены из флизелина или сатина – прочных и долговечных материалов.
 Многоразовый тряпичный фильтр для пылесборника
Многоразовый тряпичный фильтр для пылесборника
Недостатки «тряпичного» фильтра – через ткань пропускается мелкофракционная строительная пыль, которая при работе строительного пылесоса разлетается по помещению.
Совет. Двухслойная ткань на основе флизелина улавливает мелкие частички, обеспечивая хорошую степень очистки.
Бумажные мешки – расходный материал. После наполнения они выбрасываются вместе с мусором. Такой пылесборник удобен в использовании, но имеет некоторые недостатки:
- дороговизна – стоимость одного фильтра – 5-6 долл. США;
- не предназначены для уборки острых элементов (металлической стружки, острых камней, битого стекла и т.п.).
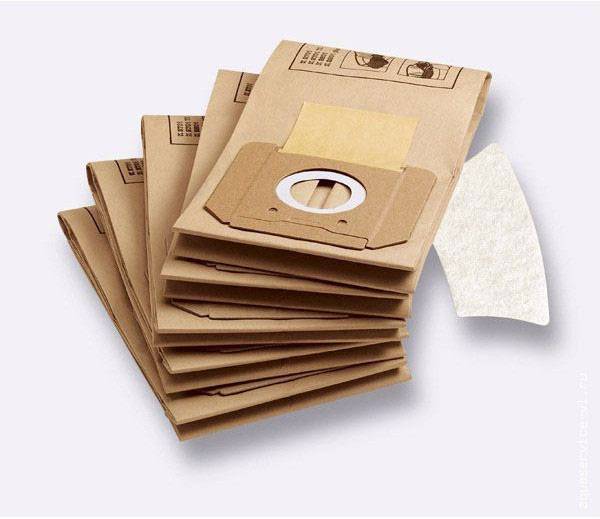 Бумажные мешки – удобство использования
Бумажные мешки – удобство использования
В более дорогих пылесосах для строительного мусора установлена система фильтрации «циклон». Пыль за счет центробежной силы собирается в пластиковый или металлический контейнер. Такие модели подходят для сбора сухого мусора и жидкости. Недостаток – повышенный шум во время работы.
Принцип работы аквапылесосов следующий:
- Распыляемый поток воздуха нагнетается через емкость с водой, где оседает крупнофракционная пыль.
- Мелкие элементы попадают в сепаратор.
- Многоступенчатая фильтрация обеспечивает качественную чистку помещения.
Минусы оборудования с аквафильтром:
- высокая цена;
- неспособность «обработки» большого объема мусора;
- необходимость использования значительного количества чистой воды, что в условиях ремонта не всегда выполнимо.
Принцип работы аквафильтра
Почему пылесос все равно выходит из строя
При таком способе вся мелкая пыль будет поступать в мешок пылесоса, а более-менее крупные фракции просто осядут и останутся в ведре. Как уверяют самоделкины, более 95% строительного мусора оседает в сепараторе и лишь 5% попадает непосредственно в пылесборник бытового пылесоса.
Однако все дело в том, что даже эти 5% способны постепенно убить пылесос. Кроме того, даже у промышленных циклонов заявленный КПД редко бывает больше 90%, а что же говорить об изделиях, сделанных своими руками, в которых аэродинамика далека от совершенства.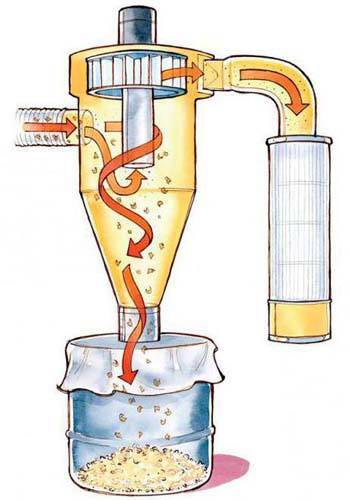
Для 100% сборки мелкой фракции нужен электрофильтр или барботажная колонна.
Кстати, от некоторых видов пыли, появляется очень сильное статическое напряжение. Будьте осторожны при работе.
Чем дольше вы работаете с агрегатом, не отключая его от сети, тем выше может быть заряд. Вот почитайте поучительный комментарий одного реального пользователя такой самоделки.
Поэтому на многих циклонах, даже заводской сборки, заземляют фланец.
Пять процентов мелкой древесной стружки конечно не страшны для бытового пылесоса. А если это будет мелкая цементная пыль при штроблении? 
Такие частицы при попадании во внутрь, наглухо забивают фильтр.
Причем происходит это очень быстро. Вся эффективность «циклона» в течение считанных минут падает минимум на 2/3.
Главная проблема в мешке для сбора пыли. Он плотный, а площадь фильтрации маленькая. Поэтому он и не подходит для отходов от штукатурки и бетонных стен.
Что же делать? Неужели без настоящего строительного девайся не обойтись? При интенсивной работе, действительно спасает только дорогой и профессиональный инструмент.
Система фильтрации
Применение промышленных пылесосов

Бывают модели, которые подходят для различных задач, таких как уборка обычного мусора или жидкости, также есть модели которые предназначены для уборки конкретного типа, например, сбор масла вместе со стружкой и последующим разделением, сбор медпрепаратов и т.д. Каждый конкретный случай выбора пылесоса индивидуален и, если пылесос подходит для уборки фармпредприятия — это не означает что он подойдет для работы со шлифмашиной или на производстве наливных полов, для этих задач лучше подобрать другой пылесос.
Назначение промышленных пылесосов
Промышленные пылесосы можно разделить на следующие категории:
- только для сухой уборки
- для сухой и влажной уборки
- для взрывоопасных условий
- централизованные системы пылеудаления
Пылесосы для сухой уборки используются на фармакологических предприятиях, при уборке гостиниц (ковровых покрытий) и т.д.
Пылесосы для сухой и влажной уборки являются самыми распространёнными и универсальными, их используют строители, производства и клининговые компании. Их главное преимущество — это мобильность и достаточная мощность.
Взрывобезопасные пылесосы используются там, где обычные пылесосы использовать нельзя, например, для сбора взрывоопасного мусора или радиоактивной пыли, так как такие пылесосы обладают максимальной степенью защиты, начиная от корпуса пылесоса и заканчивая повышенной степенью фильтрации.
Централизованные системы пылеудаления отличное решение, когда необходимо убирать большую площадь, а мобильными пылесосами это делать неудобно. Данные системы позволяют работать нескольким операторам одновременно.
Типы фильтров
В промышленных пылесосах используются всего несколько типов фильтрации. В стандартной комплектации, большинство пылесосов оборудованы фильтрами класса L, задерживающими пыль до 3 микрон. Опционально, можно поставить фильтр класса M — задерживает пыль до 1 микрона. Существуют фильтры, которые предназначены только для задержки крупных частить при сборе жидкости, они улавливают частицы до 100 микрон, так же есть PTFE фильтр с специальной химической обработкой — на них меньше налипает пыль и они задерживают частицы до 1 микрона. Когда необходима максимальная фильтрация используют HEPA фильтр — он улавливает частицы до 0,1 микрона. Чаще всего, такие фильтра используют на фармпредприятиях или, когда необходимо собирать очень мелкую пыль, например, от лазерной резки.
Изготовление пылесоса своими руками
Приступая к созданию строительного пылесоса своими руками, необходимо разобраться в его конструкции и принципе функционирования.
Устройство и принцип действия прибора ↑
Работа оборудования базируется на трех основных узлах: электродвигателе, фильтре и насосе. Мотор создает разряжение воздушных масс под действием насоса, после чего отходы начинают засасываться в шланг. Фильтр дополнительно очищает воздух от пыли.
Важно! Показатель очистки воздуха самодельного устройства не должен быть ниже 90%. .
Устройство строительного пылесоса
 Устройство строительного пылесоса
Устройство строительного пылесоса
Создать простую модель получится на основе старого бытового пылесоса, из которого понадобятся:
- моторная часть;
- электрический провод;
- всасывающий шланг;
- регулятор мощности;
- насадки.
Кроме того, необходимо подготовить:
- пластиковую бочку – 60-80 л;
- канализационную ПВХ трубу диаметром 50 мм;
- лист фанеры;
- выключатель;
- силиконовый герметик;
- клеевые стержни;
- полосу оцинкованной жести;
- воздушный фильтр от микроавтобуса;
- гофрированный шланг.
Последовательность действий:
- От верхнего края бочки отступить 10 см и сделать отверстие под патрубок.
- Патрубок разместить плотно к стене в направлении вниз. Соединяемые поверхности обезжирить и склеить.Размещение и крепление патрубка
- Снаружи трубы «горячим» методом зафиксировать переходник для шланга.Фиксация переходника под шланг
- Из фанеры вырезать 2 круга, диаметр которых немного меньше размера крышки бочки.
- В заготовках сделать отверстия под болты и установить их по обе стороны крышки.
- В центре фанерных кругов подготовить отверстие для шпильки, а в стороне – для забора воздуха движком.Усиление крышки и установка шпильки
- Убрать с воздушного фильтра сетку и закрыть один торец цилиндра подготовленной заглушкой из фанеры.
- Фильтр прикрепить к шпильке барашковой гайкой.Крепление фильтра к крышке бочки
- Вырезать из корпуса старого пылесоса пластиковые части с двигателем.
- Хомутом из жести зафиксировать мотор на крышке бочки.
- Около двигателя установить регулятор мощности и выключатель.
- Соединить комплектующие проводами, подключить кабель.Крепление и соединение элементов пылесоса
- Проверить соединения, чтобы не было оголенных контактов, и подать питание.
- Шланг от старого устройства «нарастить» гофрированной трубкой, подобрать нужные насадки.
 Готовый самодельный уборщик
Готовый самодельный уборщик
Грамотный подход к выбору строительного пылесоса поможет совершить выгодную покупку и обзавестись надежным помощником в уборке. При желании сэкономить средства, можно сделать прибор собственноручно, используя запчасти изношенной техники.
Стоимость устройств для удаления и сбора древесных отходов
Стоимость как отдельных узлов, так и готовых систем зависит от многих факторов, основным из которых является производительность, то есть объем перекачиваемого за единицу времени воздуха.
 Очень важны количество и тип фильтрующих элементов, из которых наиболее дешевыми являются мешки из иглопробивной ткани.
Очень важны количество и тип фильтрующих элементов, из которых наиболее дешевыми являются мешки из иглопробивной ткани.
Такие мешки пропускают воздух, но задерживают стружку, опилки и мелкую пыль. После заполнения мешок выкидывают, а на его место устанавливают новый.
Более дорогие фильтры работают на циклонном эффекте, хотя и среди них встречаются модификации с мешками.
Самые дорогие – это полноценные пластиковые или металлические циклоны, обладающие большим бункером, что позволяет использовать их для сбора отходов обработки древесины с целью последующего вывоза.
Большое значение имеет и расстояние от очистной установки до станка, ведь чем дальше они друг от друга, тем более длинным должен быть воздуховод.
На стоимость воздуховода влияет и материал, из которого он изготовлен, поэтому самые дешевые шланги делают из ПВХ, более дорогие и гибкие — из полиуретана. Мы подготовили таблицу, в которую включили различные варианты готовых устройств и вентиляторов, некоторые из которых используются и на промышленных объектах, чтобы вы могли примерно оценить их стоимость:
| Модель | Назначение | Описание и характеристики | Цена рублей | Сайт продавца или производителя |
| Анкорд ВУ-5000 | Стружкоотсос | Основа устройства – пылевой вентилятор, к которому подключают 1-4 фильтрующих блока, состоящих из «Циклона» и фильтра тонкой очистки. Стружкоотсос перекачивает за час 5900 м3, при этом скорость воздуха на входе устройства составляет 66 метров. Подходит для обслуживания нескольких станков небольшой производительности. | 52000 | vacuum-press.ru |
| УВС-7000 | Аспирационная установка | Основа установки – центробежный вентилятор мощностью 5,5 кВт, перекачивающий 7000 м3 в час. В составе установки 4 фильтрующих устройства, состоящих из циклонного и бумажного фильтров. Из-за большого входного диаметра воздухопровода скорость воздуха на входе составляет 28 м/с. | 66000 | scperun.ru |
| ВР 01-4.5 | Центробежный вентилятор высокого давления | Центробежный вентилятор высокого давления, масса 65 кг, мощность электромотора 5,5 кВт, производительность 7000 м3 в час, может быть использован с любым фильтрующими элементами. Диаметр патрубка 280 мм. | 50000 | www.eventa-k.ru |
| ПУА-М-1500 | Стружкоотсос | Аппарат небольшой мощности, за час перекачивает 1500 м3 воздуха и может обслуживать 1-3 станка. Штатно оснащен фильтром-мешком, можно дополнительно подключить еще 2 таких же фильтра. | 37000 | www.ekovent.ru |
| JCDC-3 | Циклонная очистная установка | Очистная установка состоит из вентилятора высокого давления и многофункционального фильтра типа «Циклон». Фильтр этой конструкции лучше очищает воздух, чем его аналоги с мешками, а также разделяет загрязнения по размеру фракции, поэтому мелкие опилки и пыль собираются в одну емкость, а крупные опилки и стружка в другую. | 140000 | jet-online.ru |
| Корвет 60 | Пылесос для сбора стружки | Пылесос мощностью 750 вт, оснащен одним фильтром-мешком. Может обслуживать станок небольшой производительности работающий непродолжительное время. Чаще всего этот пылесос применяют в домашних мастерских, подключая его поочередно к различным станкам. | 7920 | enkor.ru |
| PO50 | Шланг для вентиляции | Полиофеновый шланг для систем аспирации, усилен металлической спиралью, длина 10 м, диаметр 50 мм. | 1970 | bi-teh.ru |
| Uniflex PUR.05.90.10 | Шланг для вентиляции | Полиуретановый шланг для стружкоотсосов, диаметр 90 мм, длина 10 м | 5240 |
Основные конструктивные элементы строительного пылесоса

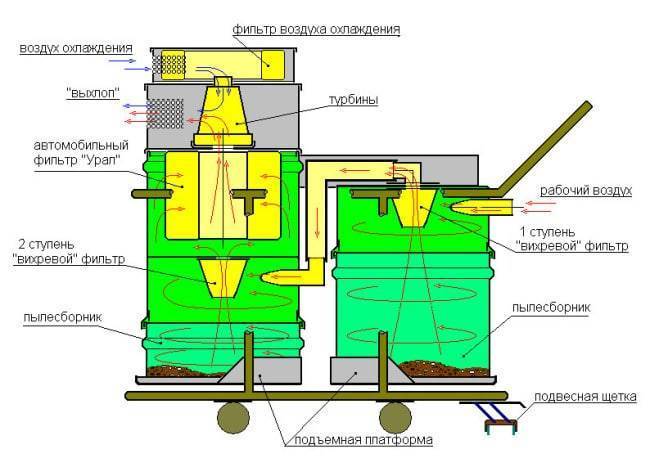
Схема вихревой камеры промышленного пылесоса.
Прежде чем приступить к изготовлению самодельного промышленного пылесоса, следует изучить конструктивные особенности этой разновидности вспомогательного строительного оборудования.
Промышленные строительные пылесосы являются мощными устройствами, которые имеют достаточно большую массу. Использование мощного оборудования позволяет удлинить срок его безотказной службы, но чем выше мощность электропривода оборудования, тем больше его масса. Поэтому модели промышленного производства изготавливаются на платформах, имеющих небольшие колесики, для облегчения перемещения и использования устройства.
Бак для сбора мусорных отходов должен быть сделан из прочного конструктивного материала. Для этой цели лучше всего подходит нержавеющая сталь, имеющая на поверхности антибактериальное покрытие. В конструкции агрегата обязательно должны присутствовать фильтрующий компонент и автоматическая сигнализация о наполнении мусорного бака.
Для продолжительной непрерывной работы агрегаты промышленного производства оборудуются специальной системой охлаждения. Эта система позволяет избежать перегрева устройства в процессе его работы. Дополнительно такие агрегаты снабжаются системой снижения шума в процессе функционирования. Производители комплектуют их дополнительными запасными емкостями для сбора мусора.
Как сделать самому строительный пылесос
Мощный пылесос можно самостоятельно с помощью деталей, лежащих в любом гараже или на складе. Для этого потребуется старый, и с помощью новых деталей у него начнется новая жизнь.
- В первую очередь, необходим пылесборник, который мы получим от переделки от старого. Сначала открутите колеса от основания и плотно заклейте скотчем все получившиеся проймы.
- Следующим шагом стоит снять все крепления и фиксаторы. Срежьте болгаркой все крепежи и заклепки. Далее в днище делаем дырки с помощью дрели, прокладку заменим уплотнителем.
- В сделанный мусоросборник складываем прокладку, шланг и крышку. Делаем дырочки, которые в дальнейшем будут держать ее.
- Делаем отверстия снаружи пластикового выхода, под углом в 15 градусов, которые проделываем с помощью саморезов. Бинт нужно пропитать клеем, для полной герметичности, и обмотать вокруг шланга.
Какие инструменты и детали нужны?
Для того, чтобы собрать ручной мини вариант потребуется двигатель. Берем двигатель от старого или мотор от стирального оборудования. Двигатель от стиральной машины идеально подойдет.
Для самостоятельного изготовления оборудования с типом понадобятся следующие инструменты:
- старый домашний пылесос;
- масляный фильтр;
- ведро;
- пара уголков на 45 и 90 градусов;
- пластмассовый шланг, длиной 1 метр.
Для сборки конструкции промышленного с водяным фильтром применяются запчасти:
старый пылесос;пластиковая емкость;пластиковые трубы;герметик;алюминиевый скотч.
Переделываем бытовой в строительный
Лучше и проще всего сделать из бытового обычного пылесоса с циклонной камерой строительный. При необходимости укомплектовываем конструкцию контейнером с водой или специальной гофрой, для уменьшения громкости шума при работе.
Для сборки строительного пылесоса выбирайте мощные двигатели, которые будут справляться с любыми загрязнениями. Поскольку самодельный справляется с 95% пыли и грязи.
Производим промышленный пылесос из бытового с циклонным фильтром. Рассмотрим конструкцию, собранную на основе бытового.
- На пластиковый колпачок для емкости устанавливаем кронштейн для фильтра. Он устанавливается плотно, чтобы грязный воздух не выходил из конструкции.
- Крепим выходной шланг, через него будет проходить воздух.
- Воздушный фильтр оставляем неизменным. Вокруг фильтра устанавливаем отбойник от легкого сора, защищающий фильтр.
- Входной патрубок крепится по касательной к стенке бочки. Для прочности конструкции усиливаем стальным материалом стенки емкости.
- Для легкости транспортировки изготавливаем подставку на колесиках из фанеры. К ней крепится бытовой и изготовленный фильтр.
Для более крепкой емкости можно использовать кусок дерева или фанеры. Чтобы получить прочный и деревянный каркас, надо использовать фрезу и вырезать его.
Важно, чтоб все места крепления были герметичны, но с другой стороны приветствуется легкий демонтаж для уборки от строительной грязи. Чтобы фильтр проработал больше времени с прикосновением промышленного сора, фильтр можно дополнить аксессуарами
Обязательно соблюдайте чистоту фильтра и контейнера, для качественной и эффективной очистки помещений.
С подобным руководством, можно ознакомиться в следующем видео:
Статья как правильно выбрать промышленный пылесос
Перед тем как приобрести промышленный пылесос, необходимо определиться, где и как он будет использоваться. Существует определенная классификация пыли, которая позволяет достаточно быстро сориентироваться и выбрать наиболее оптимальную модель пылесоса.
Производственная пыль делится на следующие классы: L, M, H, Asbest.
Пыль класса L: наименее опасный тип пыли (пыль от краски, лака, извести, гипса, мела, глины, слюды и т. д.).
Пыль класса M: среднеопасная пыль (пыль от жести, меди, древесины, никеля, марганца и других материалов).
Пыль класса H: высокоопасная пыль (свинец, консерванты, красители, вирусы, плесень, канцерогенная пыль).
Asbest: высокоопасная пыль, которая образуется от минерала, который в настоящее время не используется в строительстве и производстве. Для данного вида пыли требуются специальные пылесосы, предназначенные специально для работы с асбестом.
Отдельно стоит сказать про бетонную пыль, возникающую в процессе бурения и шлифовки поверхностей. Такая пыль несет небольшую опасность для здоровья, но при значительных концентрациях вызывает разнообразные заболевания. С бетонной пылью справятся пылесосы, предназначенные для пыли класса L.
Вторым типом приспособлений для уборки являются агрегаты, предназначенные для пыли класса М. Они идеальны для борьбы с канцерогенной пылью и позволяют навести порядок на атомных электростанциях.
Для устранения высокоопасной пыли подходят пылесосы, разработанные для пыли класса Н. Агрегат справится с вредоносными бактериями, плесенью, красителями, консервантами, канцерогенной пылью и т.д. К данным машинам предъявляется ряд строгих технических требований при разработке.
Перед покупкой необходимо обратить внимание и на фильтрацию. Промышленные агрегаты имеют в своей конструкции систему фильтрации, которая дает возможность проводить работы как «на сухую», так и с использованием воды
Принцип влажной уборки состоит в том, что из трубки пылесоса жидкость поступает наружу, а после этого устройство всасывает ее вместе с пылью и воздухом в специальную емкость с грязной водой. Фильтр при этом менять нет необходимости. Система очистки фильтров в промышленных пылесосах бывает как автоматической, так и полуавтоматической. Автоматические позволяют очистить фильтр без вмешательства пользователя, а наличие полуавтоматической системы требует определенных действий: в большинстве случаев необходимо совершить несколько нажатий на специальную кнопку, размещенную на корпусе пылесоса.
Бак высококачественного пылесоса должен быть изготовлен из прочной нержавеющей стали, хотя спросом пользуется и техника с пластиковым баком, но ее характеристики, конечно, будут более скромными. Стальной бак имеет антибактериальное покрытие, а также не боится коррозии. Более того, он снабжен системой охлаждения, что способствует продолжительной работе.
diam-almaz.ru
Самостоятельный процесс
Сделать строительный агрегат для очищения комнат от сложного мусора можно на базисе старого советского пылесоса. Например, это может быть модель «Урал ПН-600».

Для задуманного понадобится такой арсенал:
- Обозначенная модель пылесоса.
- Болгарка.
- Элемент трубы.
- Ведро из пластика. Требования к нему: плотная крышка, прочная ручка.
- Изолента.
- Скотч.
- Дрель электрического типа.
- Набор саморезов.
- Специальный клей.
- Бинт (можно использовать и марлю).
На первоначальной стадии необходимо доработать конструкцию емкости для собирания мусора. Здесь понадобится отвертка. С ее помощью ликвидируются колесики. Образовавшиеся отверстия нужно заклеить скотчем.
Отвертка используется и для устранения шильдика. Участок крепления заклеивается аналогично. Перед ликвидацией заклепок и защелок требуется снять удерживающие составляющие с пружин. Устранив их, поставьте заглушку. Ее обмотайте изолентой.
В днище нужно сделать отверстие. Нужный диаметр – 4,3 см. Используется дрель. Здесь понадобятся прокладки. Плотность их стенки – 4 мм. Для их создания применяется уплотнительный материал.
Это был спектр подготовительных действий. Далее можно начинать сборочный процесс.
Используемые элементы и материалы согласно проектированию располагаются следующим образом:

В преобразованную емкость для мусора ставятся патрубок, крышка, а также патрубок.
В дрель вставляется сверло, диаметр которого составляет 2 мм. Этим инструментом высверливаются отверстия. Крышка фиксируется саморезами. Их оптимальные параметры — 42 х 1 см.
После чего потребуется отверстие для монтажа особого патрубка. Он еще называется всасывающим. Здесь применяются ножницы по металлу. После монтажа патрубок фиксируется с помощью саморезов.
Между этим элементом и корпусом получается соединение, которое нужно герметизировать. Применяется простой бинт или марля, только их нужно пропитать клеем. Подходящие марки клея — «Титан» и «Дракон».
Когда будете оставлять созданный аппарат на хранение, ни в коем случае не накрывайте его. Следствием этого может стать проникновение пыли на аппарат.
Читайте также – .
Классификация производственной пыли
Пыль — понятие, характеризующее физическое состояние вещества, а именно раздробленность его на мельчайшие частицы. Взвешенные в воздухе твердые частицы представляют собой дисперсную систему, в которой дисперсной фазой являются твердые частицы, а дисперсионной средой — воздух. Дисперсную систему взвешенных твердых частиц в воздухе, т. е. пыль, называют аэрозолем. Если в воздухе взвешены однородные по своим физико-химическим свойствам частицы, систему называют моногенной, или однофазной; если пылевые частицы, взвешенные в воздухе, по своим физико-химическим свойствам различны, система носит название гетерогенной, или многофазной.
С гигиенической точки зрения аэрозоли, для которых характерно токсическое действие вследствие их химических свойств (например, аэрозоли свинца, окиси цинка, мышьяка и многие другие), относят к промышленным ядам.
По характеру веществ, из которых пыль образовалась, известна следующая ее классификация:
I) Органическая пыль:
а) растительная пыль (древесная, хлопковая и др.);
б) животная (шерстяная, костяная и др.);
в) искусственная органическая пыль (пластмассовая и др.).
II) Неорганическая пыль:
а) минеральная (кварцевая, силикатная и др.);
б) металлическая (железная, алюминиевая и др.).
III) Смешанная пыль (пыль при шлифовке металла, при зачистке литья и др.).
Однако такая классификация пыли недостаточна для ее гигиенической оценки. Для этой цели пользуются классификацией пыли по ее дисперсности и способу образования и соответственно различают аэрозоли дезинтеграции и аэрозоли конденсации.
Аэрозоли дезинтеграции образуются при добавлении какого-либо твердого вещества, например в дезинтеграторах, дробилках, мельницах, при бурении и других процессах. При этом чем тверже Тело, тем меньше размеры образующихся частиц. Аэрозоли дезинтеграции в значительной мере состоят из пылинок больших размеров, хотя в их состав входят также ультрамикроскопические частицы.
Аэрозоли конденсации образуются из паров металлов, металлоидов и их соединений, которые при охлаждении превращаются в твердые частицы. Например, в воздухе конденсируются пары цинка и алюминия при их плавлении, пары металлов при электросварке. При этом размеры пылевых частиц значительно меньше, чем при образовании аэрозолей дезинтеграции.
Частицы аэрозолей дезинтеграции и конденсации различаются также тем, что первые имеют всегда неправильную форму, представляются в виде обломков, а вторые — вид рыхлых агрегатов, состоящих из отдельных частиц правильной кристаллической или шарообразной формы.
Советский исследователь Н. А. Фукс выделяет две группы аэрозолей по их дисперсности:
а) пыль — к ней относятся все твердые частицы, образующиеся при дезинтеграции, независимо от их размеров и включающие пылинки субмикроскопического размера;
б) дымы — к ним относятся конденсационные аэрозоли с твердой дисперсной фазой. К дымам можно отнести также аэрозоли, образующиеся при неполном сгорании топлива, дым хлористого аммония и др.
- Физические и химические свойства пыли и их гигиеническая оценка
- Содержание пыли в воздухе рабочих помещений. Предельно допустимые концентрации
- Судьба пыли в организме
- Заболевания, возникающие при воздействии производственной пыли
- Неспецифические заболевания легких и других органов под влиянием производственной пыли
На что еще обратить внимание
Мощность специализированных пылесосов намного больше (до 7 000 Вт) чем у бытовых аналогов. Это означает, что такие агрегаты потребуют больше электроэнергии, соответственно при выборе модели для уборки мусора стоит учитывать этот нюанс.
Полезно! Модель с оптимальным соотношением производительности и потребляемости энергии должна захватывать порядка 70 л пыли в секунду.
Пылесосы с маломощными моторами также не стоит выбирать, так как от мощности двигателя зависит срок службы агрегата и способность эффективно всасывать пыль. Поэтому лучше отдать предпочтение моделям мощностью от 1 500 Вт.

Полезно! Корпус пылесоса должен быть изготовлен из стали, латуни или другого прочного материала. Пластиковые изделия не подходят для уборки мусора на стройплощадке.
Также стоит обратить внимание на оборотистость мотора. Чем быстрее турбины будут вращаться, тем лучше будет происходить удаление мусора
Сегодня в продаже можно встретить модели, оборачиваемость двигателя которых достигает 30 000 оборотов в минуту. Также производители предлагают агрегаты с двумя моторами.
Строение промышленного пылесоса
- Один из основных элементов промышленного пылесоса — это вакуумная турбина, она создает необходимое разряжения для работы, в зависимости от модели в пылесос устанавливается от одной до 3-х однофазных турбин, или одна трехфазная, которая находится в верхней части или сзади пылесоса, если это трехфазная модель.
- Корпус изготавливается из стали с эпоксидным напылением, так же возможно изготовление из нержавеющей стали.
- В верхней части пылесоса находятся выключатели и вакуумметр (показывает уровень создаваемого вакуума).
- В фильтрующей камере расположен фильтр из полиэстера большой площади от 19 500 см2, данный фильтр бывает или L класса (до 3 микрон) или M класс (до 1 микрона), так же в пылесос могут быть установлены картриджные фильтры от 50 000 см2, они бывают только M класс (до 1 микрона). В случае необходимости, в дополнение к основному фильтру, возможна установка HEPA фильтра (фильтрация до 99,999%).
- Для удобства оператора в верхней части пылесоса расположена рукоятка встряхивания фильтра, она используется после остановки пылесоса для того, чтобы фильтр как можно дольше работал без замены. Пылесосы оборудованные картриджными фильтрами укомплектовываются автоматической системой очистки фильтра, которая продувает каждый из установленных фильтров по очереди сжатым воздухом.
- Весь собранный материал попадает в промышленный пылесос через всасывающее отверстие, расположенного ниже фильтрующего элемента, тем самым, исключается возможность повреждения фильтра собранным мусором.
- Бак в промышленном пылесосе легко отсоединяется и перекатывается в место выгрузки мусора. Дополнительно, бак можно оборудовать поплавком для воды, пакетом для мусора или датчиком заполнения. Баки для мусора бывают от 20 до 200 литров. Когда этого не достаточно возможно использовать сепаратор емкостью до 1000 литров, как правило, в сепараторах остается до 90% крупного мусора. Так же вместо бака можно устанавливать LONGOPACK (пластиковый одноразовый пакет).
- Промышленные пылесосы оборудованы большими колесами для удобства перемещения, с обязательным тормозом.
- Для удобства использования промышленного пылесоса, на нем всегда есть место для хранения аксессуаров: либо корзина, либо специальное пространство.
Аксессуары
Промышленные пылесосы отличаются от бытовых большим выбором аксессуаров, кроме стандартных насадок для пола и щелевых насадок, есть специальные, такие, как удлинительные трубки, щетки для стен, труб, насадки для сбора дроби и большого количества мусора, зауженные насадки.
Класс защиты
Промышленные пылесосы предназначены для работы в сложных условия, поэтому и класс защиты IP должен быть соответствующий. Например, бывают следующие классы защиты IP43 IP44 IP54 IP 55 IP65, первая цифра обозначает защиту от твердых предметов и пыли: IP4X где 4 означает, что в турбину не попадут инструменты, маленькие провода и т.д., если же первая цифра 6, то это будет означать полную защиту от попадания пыли. Вторая цифра означает защиту от жидкости: IPx4 — защита от водяных брызг с любого направления, а IPx6 — защита от водяных потоков или сильных струй с любого направления. Обычно, промышленные пылесосы с IP55 и 65 изготавливаются для работы во взрывоопасных средах.
Самодельный циклон из бытового пылесоса
Первый метод уже довольно давно представлен в интернете и на ютубе. Вы без труда сможете найти множество роликов с подобными самодельными циклонами.
Однако у профессиональных строителей они вызывают вполне закономерные вопросы и скепсис. Поэтому следует сразу же оговориться, что подходят они большей частью для уборки стружки от дерева.
А вот с цементной пылью подобными девайсами лучше не работать. Под нее более «заточен» второй вариант.
Основная «фишка» которая позволит вам спокойно засасывать килограммы мусора, древесные, металлические опилки и при этом не беспокоиться о частой смене фильтрующих мешков, заключается в самодельном «сепараторе».
Его то и нужно будет сконструировать из нескольких комплектующих. Для всей сборки вам понадобятся:
- обычный пылесос
- плотное пластиковое ведро с крышкой
Лучше всего здесь подойдет ведро от шпатлеки Шитрок. Его тяжелее сплющить вакуумом.
- пластиковая канализационная труба d-40мм
- полипропиленовый канализационный отвод под 90 градусов диаметром 40мм
- коронка 40мм или канцелярский нож
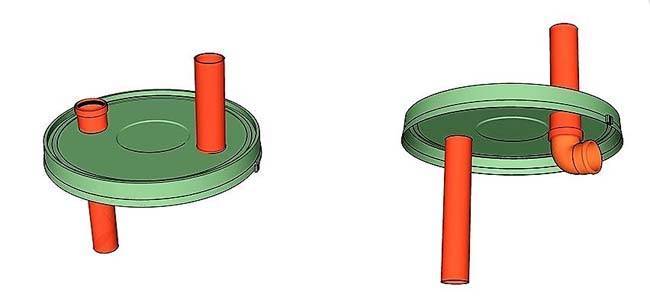
Первым делом по центру крышки ведра высверливаете или аккуратно вырезаете сквозное отверстие под трубку.
Втрое отверстие размечаете ближе к краям крышки, там где ребро жесткости.
Если у вас нет специальной коронки, то предварительно протыкаете шилом намеченную окружность и аккуратно прорезаете ее канцелярским ножом.
Края при этом получатся неровными, но их можно обработать круглым напильником.
В эти отверстия вставляются два канализационных отвода. Чтобы они надежно держались и не было дополнительного подсоса воздуха, их лучше приклеить.
Для этого сначала обработайте края трубки наждачкой или напильником, дабы создать шероховатую поверхность.
Ту же самую операцию проделываете с крышкой.
После этого, вставляете во внутрь крышки трубки и наносите толстый слой клея термопистолетом.
Клея не жалейте. Это поможет создать в этих местах хорошую герметичность и плотно закрыть все щели.
Есть правда еще один вариант, при котором можно обойтись и вовсе без клея и фановых труб. Для этого закупите в Леруа Мерлен резиновые переходные муфты.
Они бывают разного диаметра. Подбирайте по размерам своего шланга.
Например в муфту 40/32 плотно вставляется трубка от шланга 35мм. А вот в 40мм трубе она будет болтаться. Придется что-то подматывать и колхозить.
На ту трубку, которая находится с краю крышки, одеваете канализационный отвод на 90 градусов.
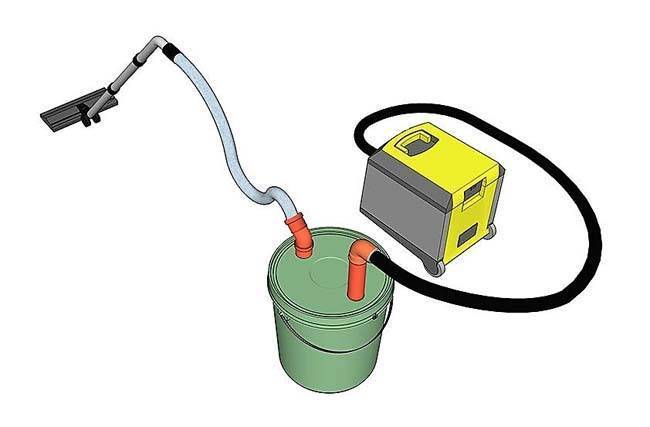
На этом конструкция сепаратора можно сказать практически готова. Устанавливаете крышку с отводами на ведро.
Шланг для забора воздуха от пылесоса вставляется в центральное отверстие.
А тот кусок, которым вы будете собирать весь мусор и пыль, втыкаете в угловое соединение.
Желательно чтобы в трубках присутствовали уплотнительные кольца по размеру гофрошлангов пылесоса.
На этом вся сборка окончена. Можно включать пылесос в сеть и пользоваться.

Принцип работы здесь следующий. Засасываемая в емкость крупнодисперсная пыль падает на дно емкости. При этом она не попадает в ту зону, где непосредственно происходит откачка воздуха.
Помогает в этом деле три фактора:
- гравитация
- трение
- центробежная сила

Обычно такой циклон на заводских конструкциях имеет форму конуса, но и цилиндрические экземпляры тоже зачастую неплохо справляются с этой задачей.
Правда чем выше будет ведро, тем лучше будет работать установка. Многое тут зависит от правильного сопряжения конструкции емкости и мощности пылесоса. Вот табличка от китайских циклонов по правильному подбору диаметра шлангов и мощности агрегатов.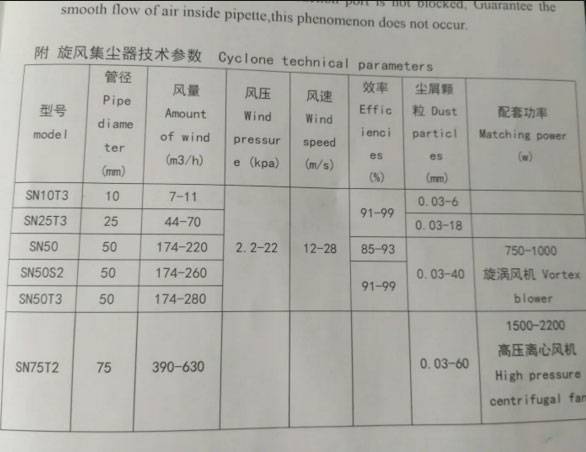
В цилиндрических ведрах вход тангенциального потока воздуха осуществляется не через криволинейную боковую стенку, а через плоскую крышку. Собрать такой девайс на порядок проще.
Кроме того, если у вас есть несколько ведер, можно их использовать поочередно. Просто снимаете крышку с одного и переставляете на другое. Причем это сделать даже проще чем в громоздких циклонах.
Далее в самом конце работы просто выносите разом заполненные емкости. Это здорово экономит время.
Если у вас мощный пылесос, вместо пластикового ведра из под эмульсионной краски, лучше использовать металлический бачок такой же формы. Иначе ведро будет схлопываться и его будет плющить.
Выручает в этом деле регулятор мощности. Если он конечно присутствует в вашей модели.
Две концепции строительных пылесосов
Задача любого пылесоса, тем более строительного, как можно больше убрать пыли и мусора и при этом не поднять пыль в воздух. В связи с этим конструкторы бьются над различными фильтрами, два направления которых, являются основными. Их и рассмотрим.
Аппарат с водяным фильтром
Аквапылесосы выпускаются промышленно, в том числе и для дома. Суть работы заключается в следующем: входной поток загрязненного воздуха проходит через емкость с водой, пыль остается в жидкости, а из выходного патрубка мы получаем очищенный воздух.
Самодельный водяной фильтр к обычному пылесосу — видео
Преимущества данного способа: идеальная очистка даже от мельчайших частиц. Недостатки: требуется большая мощность агрегата (значительная часть энергии теряется на преодолении сопротивления воды), водяные пары пагубно воздействуют на электродвигатель.
Важно! Если вы убираете таким пылесосом строительную пыль, содержащую гипс или цемент, необходимо немедленно выливать грязную воду после очистки. Иначе осадок может затвердеть.
. Для изготовления понадобятся следующие материалы:
Для изготовления понадобятся следующие материалы:
- пластиковая емкость с плотно прилегающей крышкой
- пластиковые канализационные трубы подходящего диаметра
- герметик
- алюминиевый скотч (можно использовать ленту для соединения полового утеплителя или линолеума).
В крышке проделываем два отверстия, чтобы трубы входили в них максимально плотно. Приемная труба должна погружаться в воду (уровень жидкости должен быть примерно на 1/3 высоты емкости). Раструб выходной трубы располагается как можно ближе к верхней части, чтобы брызги не втягивались в пылесос.
Места соединения обрабатываем герметиком, даем возможность высохнуть и закрепиться. Собственно, на этом конструкция готова. Далее собираем фланцы для подключения шлангов. Именно для этого необходимо угадать с диаметром, чтобы не пришлось делать переходники. К приемной трубе крепим рабочую часть шланга, для всасывания пыли. К выходному патрубку крепим шланг пылесоса. Соединения уплотняем с помощью алюминиевого скотча.
Пылесос готов. В отличие от «циклона», тяжелый строительный мусор ему не под силу, зато идеальная фильтрация гарантирована. Использовать пылесос мощность менее 1500W бессмысленно, эффективность уборки будет приближаться к нулю.
Фильтр циклонного типа
Такой пылесос отлично подойдет для цементной пыли и мелких камушков, сделать его своими руками совсем не сложно. Преимущество агрегата: простая технология, нет риска попадания влаги в пылесос. Недостаток – недостаточная степень очистки, часть пыли (легкие фракции) попадают в основной фильтр.
Циклон можно сделать из емкости цилиндрической формы, конусное сужение в нижней части не обязательно. Однако если ваша конструкция предусматривает отдельную емкость для сбора строительных отходов, то сам сепаратор (циклон) выполняется в виде конуса.

Его можно раскроить из пластика, жести либо плотного картона. А можно воспользоваться готовым решением: дорожным конусом. Строительный пылесос для дома не обязательно должен быть большим.
Конструкция сепаратора рассчитывается исходя из мощности донора – вашего домашнего аппарата. Главное преимущество – приспособление легко отделяется от пылесоса, и вы можете пользоваться им в обычном режиме.
Как не спалить бытовой пылесос
У большинства современных моделей есть встроенный предохранительный клапан. Он показывает, когда фильтра уже засорены и в этот момент открывается дополнительный поток воздуха.
Правда это считается уже аварийной ситуацией. Ваша задача не дожидаться момента срабатывания этого клапана, а воспользоваться несколько иной хитростью.
У некоторых девайсов непосредственно на ручке есть регулятор тяги в виде отверстия, которое открывается или закрывается. Его как раз таки и следует приоткрыть при любых видах работ.
Если у вас нет такого заводского регулятора, можете в самой крышке ведра просверлить небольшое дополнительное отверстие диаметром 12мм.
Ну и самое главное не забывайте, что любой бытовой пылесос, как бы вы его не модернизировали, имеет определенный срок непрерывной работы. Обязательно фиксируйте время запуска и не работайте дольше положенного периода.
То есть, элементарно делайте паузы. Хотя бы для того, чтобы встряхнуть самодельный фильтр. А встряхивается он просто вместе с ведром.

Когда пылесборник существенно заполнится, открываете крышку ведра и легким движением вытаскиваете трубку с направляющих в нижней части мешка.
Он у вас раскроется и мусор с пылью можно удалить. После этого собираете всю конструкцию обратно и работаете дальше.
Нормального функционирования мешка, хватает примерно на три полных наполнения. После этого, цементная пыль в самой ткани начинает сильно тормозить поток воздуха.
Придется либо заменить фильтр на новый, либо не просто потрясти, а капитально очистить его от всякого мелкодисперсного мусора и продолжить работу как ни в чем не бывало.
Двигатель промышленного пылесоса
Мощность всасывания пылесоса
Нужный эффект от работы промышленного пылесоса напрямую зависит от его производительности. Сложилось такое мнение, что мощность и то, как будет всасывать пылесос зависит от того сколько потребляет электроэнергии пылесос, то есть кВт. На самом деле, мощность всасывания промышленного пылесоса зависит от двух параметров:
- 1-й — это разряжение, измеряется в кПа, мБар, mmH2O. Этот параметр отвечает за всасывания тяжелых частиц, сам параметр измеряется при полностью закрытом всасывающем отверстии.
- 2-й — это поток воздуха измеряется в л/с, м3/ч. Этот параметр отвечает за всасывание легких части и протягивание всасываемого материала по шлангу, измеряется при полностью открытом всасывающем отверстии.
Только эти два параметра вместе создают необходимые условия для правильной работы промышленного пылесоса.
Промышленные пылесосы работают на трех разных типах двигателей:
- однофазный 220В, коллекторный мотор
- трехфазный асинхронный двигатель
- двигатель, работающий на сжатом воздухе, за счет турбины Вентури
Особенности двигателя
- Однофазный двигатель
- состоит из мотора и вакуумного насоса
- в двигателе стоят угольные щетки (которые со временем стираются и их необходимо менять)
- максимальное разряжение, которое создают такие двигатели 25 кПа (некоторые модели моющих пылесосов Truvox могут создавать разряжение 45 кПа, за счет конструкции промышленного пылесоса), максимальный поток воздуха 188 л/с
- двигатели имеют срок службы около 1300 моточасов
- Трехфазные двигатели
- могут создавать сверхвысокое разряжение — 60 кПа
- такие двигатели могут работать без остановок 24 часа в сутки
- не требуют обслуживания
- большинство трехфазных двигателей изготавливают со степенью защиты IP54 и выше
- опционально возможна установка термодатчика, который отключает турбину при перегреве
- Турбина Вентури
- создает большое разряжение 45 кПа
- не требует обслуживания
- нет вращающихся элементов, поэтому не создает искр и может использоваться там, где не желательно использовать электрические пылесосы




Электросеть
При выборе промышленного пылесоса необходимо сразу предусмотреть, выдержит ли электросеть нагрузку, которую создают турбины, т.е. если однофазные пылесосы могут работать практически везде, то трехфазные только там, где есть трехфазная электросеть достаточной мощности т.к. индустриальные пылесосы бывают от 1 кВт до 90 кВт.
Работа в непрерывном режиме
Часто промышленные пылесосы используют в непрерывном режиме, для этого подходят только 3-х фазные модели, при этом желательно, чтобы на турбине стояла термозащита (для предотвращения перегрева двигателя) и был установлен предохранительный клапан, который откроет подсос воздуха, если фильтр забьётся или бак переполнится, соответственно, турбина не начнет перегреваться.
Уровень шума
Современные требования к уровню шума на рабочем месте очень высокие, поэтому и промышленных пылесосы учитывают их и соответствуют всем санитарно-гигиеническим требованиям по шумоизоляции и не превышают 80 dB.
Класс пыли L, M, H для строительных пылесосов Makita
05.03.2018
Возможности любого пылесоса определяется не только его мощностью, объемом пылесборника и функциональностью, но и способностью очищать помещение от конкретного вида загрязнения. Поэтому для классификации профессиональных агрегатов используется буквенная характеристика, определяемая как класс пыли, для работы с которой данный пылесос подходит.
Установлен этот параметр европейскими нормами и определяется исходным веществом и степенью его опасности для здоровья. Каждый класс пыли предъявляет к пылесосу требования по степени очистки, или фильтрации, и определяет особенности его конструкции. Эта информация приведена в таблице.
| класс пыли | вещество | опасность для здоровья при ПДК | Требуемая фильтрация, % , менее | Конструктивные особенности пылесоса |
| L | мягкая древесина, иск.камень, графит, безопасное | более 1 мг/куб.м | 1,0 | антистатический шланг |
| M | твердая древесина, бетон, силикаты, кирпич, керамика | 0,1-1 мг/куб.м | 0,1 | сигнализация и регулировка протока |
| H | канцерогены (тяжелые и цветные металлы, формальдегид, смола, уголь), плесень | менее 0,1 мг/куб.м | 0,005 | сигнализация и регулировка протока |
| a | асбест | более 0,1 мг/куб.м | 0,005 | сигнализация и регулировка протока |
Сигнализация протока предполагает наличие соответствующего датчика, а регулировка должна производиться по диаметру шланга. Кроме указанных особенностей конструкции самого пылесоса надо помнить, что используемый в нем фильтр также должен быть рассчитан на определенный класс пыли.
Этой информацией следует пользоваться при выборе пылесоса Makita для определенных видов работ. В строительстве и при отделке или ремонте помещений целесообразно выбрать агрегат класса Н, подойдет он и при работе с асбестом. В особенности это касается ремонта старых зданий, при строительстве которых использовались материалы, признанные позже вредными для здоровья.
В автомастерских достаточно будет пылесоса Makita класса L, его же можно применять при обработке алюминиевых панелей. Класс пыли М соответствует потребностям столярных мастерских. Такой агрегат рассчитан не только на пыль хвойных пород дерева, но и при очистке помещения от отходов лиственницы, березы, дуба. При этом надо учесть и пожароопасность древесной пыли. Пылесосы мощностью более 1,2 кВт, рассчитанные на работу в таких условиях, имеют в инструкции упоминание о возможности эксплуатации в «Зоне 22».
Водяной фильтр
 Устройство также можно собрать, используя водяной фильтр для пылесоса. Своими руками подобную конструкцию собрать несложно, но необходимо защитить электроприбор от попадания влаги.
Устройство также можно собрать, используя водяной фильтр для пылесоса. Своими руками подобную конструкцию собрать несложно, но необходимо защитить электроприбор от попадания влаги.
Для сборки понадобиться емкость с крышкой объемом не менее пяти литров. Пластиковое ведро станет идеальным вариантом. Емкость заполняется водой на треть. В крышке делается два отверстия, в которые вставляются трубы, лучше всего использовать канализационные трубки из пластика диаметром 50 мм. Первая трубка погружается в воду почти до самого дна, а вторая, наоборот, должна быть как можно дальше от воды.
К погруженной в воду трубке подсоединяется гофра, которой будет производиться всасывание, вторая гофра соединяется между бытовым прибором и трубкой, находящейся над водой. Вода будет поглощать частицы пыли, тем самым сохраняя воздух чистым. Отлично подойдет собранный пылесос своими руками для гаража или сада.
Болезни вызываемые пылью
Пыль может оказывать различное действие на организм: раздражающее, аллергизирующее, фиброгенное, токсическое.
В производственных условиях пыль способна приводить к развитию профессиональных заболеваний: пневмокониозов, пылевых бронхитов, бронхиальной астмы. Могут возникать и местные поражения: дерматозы, угри, асбестовые бородавки, конъюнктивиты, риниты. Некоторые виды пыли обладают канцерогенным действием (асбест). Систематическая работа с пылью может привести к повышенной заболеваемости рабочих с временной нетрудоспособностью (простудные заболевания, бронхиты, пневмонии, туберкулез и др.), что связано со снижением общей реактивности организма.
Наибольшей фиброгенной активностью обладают кварцсодержащие пыли, аэрозоли дезинтеграции с размерами пылевых частиц до 5 мкм (особенно опасны фракции 1-2 мкм) и аэрозоли конденсации с частицами менее 0,3-0,4 мкм. Для развития пылевых бронхитов основное значение имеют частицы размером свыше 5 мкм.
Дополнительным фактором, определяющим патологическое действие пыли, является форма пылевых частиц. Пластинчатой формы частицы (слюда, сланцы и некоторые другие) дольше удерживаются в воздухе во взвешенном состоянии, а частицы удлиненной и веретенообразной формы (асбест и др.) проникают в глубокие отделы дыхательных путей и вызывают их травматизацию.
Быстро растворяющиеся пыли хорошо выводятся и оказывают слабое патологическое действие. Плохо растворимые пыли надолго задерживаются в дыхательных путях и оказывают более выраженное действие.
В частности, кварцеодержащая пыль надолго задерживается в дыхательн ых путях, медленно растворяется в биосредах, образуя кремниевую кислоту, которая и является одним из ведущих факторов в развитии силикоза.
Придается значение электрозаряженности пылевых частиц, имеющей значение для стойкости аэрозоля.
Ряд пылей обладает адсорбционными свойствами, пылинки способны нести на себе молекулы газов (СО, СО2, метан), которые могут быть источником интоксикации.
Пыль может быть также носителем микробов, спор, яиц гельминтов.
Для оценки запыленности используется весовой метод. Масса пыли выражается в миллиграммах в 1 м3 воздуха (мг/м3).
Вторая вариация создания самодельного СП
В данной вариации подразумевается применение двух основополагающих элементов:
- Бытовой модификации пылесоса.
- Фильтра типа «Циклон».

Чтобы сконструировать данную модификацию, необходимо запастись необходимыми материалами и инструментарием. Список ключевых составляющих таков:
- Указанные выше основополагающие элементы.
- Ведро. Требования: объем – 20 л, к ведру обязательна крышка.
- Два уголка ПП. Один на 45°, второй – на 90°.
- Трубка. Ее требующиеся параметры: длина – 100 см, диаметр – 4,5 см.
Далее наступает конструкционный процесс. Он включает в себя следующие стадии:
- В крышке ведра необходимо сделать отверстие под второй уголок (90°). Он монтируется в этот участок.
- Образовавшийся стыковой участок обязательно герметизируется. Необходимы клей и строительный пистолет.
- В стенке сбоку делается отверстие под первый уголок (45°).
- Также необходима герметизация, как в п. 2.
- Применяется гофра, ее требуется присоединить к уголку. Гофра должна разместиться очень плотно, тогда необходимость в герметизации отпадает. Часто задействуют гофру от кухонного сифона (он имеется во многих раковинах). Использование именно подобной гофры обеспечит легкое надевание ее узкого окончания на обозначенную трубку (диаметром 4,5 см). А ее второе окончание без проблем размещается в пылесосном отверстии.
- Требуется увеличить срок службы фильтра: для его покрытия необходимо применить капроновую ткань.
Какой из приборов заслуживает название пылесоса премиум-класса
Человек не будет знать проблем с гигиеной своего жилища, если у него всегда под рукой будет находиться высококачественный прибор, пылесос премиум-класса, способные за короткое время превратить наши квартиры и дома в оазисы чистоты и порядка. Однако далеко не все устройства, широко разрекламированные во всех средствах массовой информации можно отнести к таким пылесосам. Часто можно стать свидетелем того, что бытовую технику низкого качества, с установленными в нее HEPA-фильтрами, которые приносят откровенный вред прибору и здоровью их хозяев, выдают за идеальные пылесосы.
Выбор промышленного пылесоса итоги
Назначение и сфера применения
Для начала, нужно определиться, где и как будет использоваться промышленный пылесос и, что он должен будет делать. Если нужно убирать сухую пыль и работа будет периодической то, конечно, подойдет модель начального уровня. При большом объеме работы и количестве собираемого материала больше подойдет трехфазный пылесос.
Когда есть достаточно мощная сеть можно использовать пневмопылесос, у таких пылесосов низкий уровень шума и большое разряжение, так же они крайне надежны в эксплуатации.
В случаях, когда необходим сбор жидкости вместе с металлической стружкой используют специальные пылесосы серии KOIL, выгода от таких моделей — это то, что собранную жидкость можно использовать повторно.
На вредных производствах используют пылесосы с повышенной системой фильтрации — это такие агрегаты, которые могут быть оборудованы сразу двойной системой фильтров класса М и HEPA.
Для работы в потенциально взрывоопасной среде используются вакуумные установки с маркировкой ATEX.
Главные критерии, на которые стоит обратить внимание при выборе пылесоса
- Определится сферу применения
- Уровень фильтрации
- Производительность (разряжением и поток воздуха)
- Степень защиты
- Исполнение пылесоса (например, нержавеющая сталь при работе с коррозийными материалами)
Из чего выбрать
Датская компания Nilfisk – признанный мировой лидер в производстве клинингового оборудования, в том числе и промышленных пылесосов. Компании с мировыми именами выбирают промышленные пылесосы NILFISK CFM за надежность и качество оборудования, подтвержденным многолетним опытом поставок, и работой в самых тяжелых условия.
Итальянская компания Kevac – данный производитель занимается исключительно выпуском промышленных пылесосов. Имеет богатую историю поставок на мировые рынки. Широкий модельный ряд включает в себя всю линейку пылесосов: однофазные, трёхфазные, взрывозащищённые для зон ATEX, с пневморазрежением, для сбора масел и стружки, стационарные и мобильные. Производитель гарантирует высокое качество выпускаемого продукта, что подтверждено сертификатами ISO, ATTEX.
Итальянская компания Ghibli – один из лидеров по выпуску профессиональных пылесосов, за свою долгую историю (40 лет компании) зарекомендовал себя, как надежный поставщик, в связи с этим и является одним из основных представителей сектора клининга в Европе.











{kind=link}