





























Домкраты-натяжители арматуры PAUL

Наша компания рекомендует к использованию домкраты-натяжители арматуры производства немецкой компании PAUL. Данные домкраты-натяжители хорошо зарекомендовали себя на существующих производствах дорожных плит ПАГ 14 и ПАГ 18, а так же при производстве столбов СВ 95 и СВ 110.
Для натяжения и анкеровки арматуры мы предлагаем Вам использовать следующее оборудование «PAUL»:
| Фото | Наименование | Стоимость |
 |
Насосная станция NG50 производительностью 5,8 л/мин. Скорость натяжения будет несколько ниже.
|
691 000 |
|
Насосная станция NG50 производительностью 8,4 л/мин.
|
810 000 |
 |
Насосная станция NG100 производительностью 8,4 л/мин. Она может быть оборудована подвесным краном и пружинным балансиром (чтобы не таскать домкрат вручную), а также имеет возможность подключения сразу двух домкратов.
|
991 000 |
 |
Дополнительное оборудование для насосной станции NG 100:
|
163 000
78 000 89 000 |
 |
Автоматический одиночный 4-х шланговый домкрат усилием 160 кН с ходом штока 200 мм | 391 000 |
 |
Корпус анкерного зажима тип A45-34 (подходит для арматуры диаметром 12 и 14 мм)
Данные корпуса рассчитаны на 1 000 натяжений |
600 |
Клинья анкерного зажима:
Данные клинья рассчитаны на 500 натяжений |
500
500 |
Плюсы при использовании гидравлических домкратов и анкерных зажимов «PAUL» по сравнению с электротермическим нагревом следующие:
- — Экономия на электроэнергии домкрат с насосной станцией потребляют 5,5 кВт/ч.
- — Экономия на изготовлении шайб: анкерные зажимы многоразового использования.
- — Меньшая трудоемкость: при гидравлическом методе работают только два человека, причем один из них нужен только для укладки арматуры.
- — Высокая производительность: при гидравлическом методе процесс анкеровки и натяжения происходит очень быстро по сравнению с методом электротермического нагреве и высадки головок.
- — Также важным моментом является контроль натяжения каждого прутка, что обеспечивает высокое качество изделий и отсутствие брака.
- — Универсальность оборудования: с помощью такого комплекта можно выпускать ПАГи, опоры ЛЭП, плиты перекрытий ПК, преднапряженные сваи и панели для КПД. Также его можно использовать для производства изделий, в которых используется напрягаемый канат (в том числе, на длинных стендах).
- — Установка мобильная и занимает мало места.
Последующее натяжение арматуры
Последующее натяжение арматуры применяется при составных и цельных конструкциях типа балок, ферм и т. д. Составные элементы изготовляются на заводах или полигонах, а укрупнительная сборка самих конструкций и последующее натяжение арматуры производятся на месте монтажа. При изготовлении элементов конструкций в теле бетона устраиваются каналы круглого сечения для пропуска пучков или стержней арматурной стали. Такие каналы образуются путем укладки в форму перед бетонированием стальных или резиновых труб, которые вовлекаются из бетона через 1,5—2 часа после уплотнения бетонной смеси.
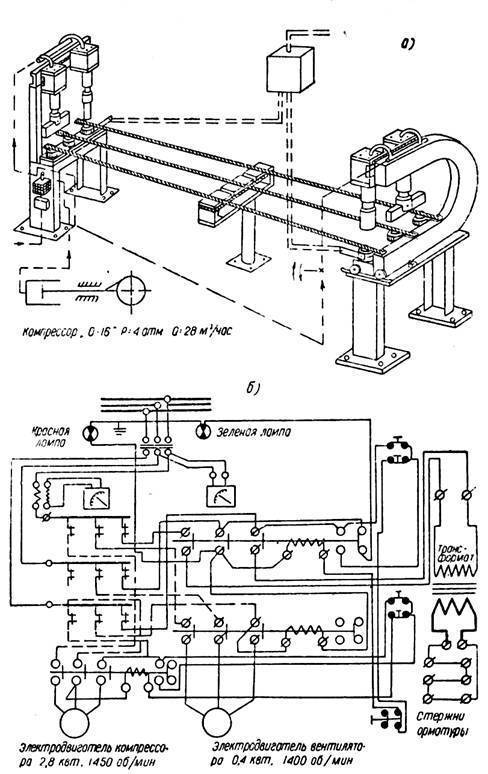
Рис. 71. Схема установки для натяжения арматурных стержней электротермическим методом:
После натяжения арматуры каналы заполняются цементным раствором. Раствор нагнетается растворонасосом через патрубки из тонкой листовой или кровельной стали, которые закладываются одновременно с трубами для образования каналов через 2—3 м протяженности канала. После укрупнительной сборки в каналы, строго совмещенные по длине, с помощью специального наконечника-челнока и ручной лебедки протягиваются пучки рабочей арматуры или отдельные стержни. По окончании протяжки, выверки и сборки производят заделку стыков цементным раствором и, когда раствор приобретет прочность не менее 150 кг/см2, с помощью передвижных домкратов натягивается арматура. Натяжение контролируют показаниями манометра. Арматурные стержни, применяемые для последующего натяжения, предварительно подвергаются силовой калибровке.
Армирование конструктивных элементов струнобетонными брусками и досками целесообразно при массовом изготовлении однотипных изделий. При этом по относительно сложной технологии с предварительным натяжением изготовляется только незначительная часть конструкций (4—12%). Это позволяет намного упростить изготовление предварительно напряженных конструкций и снизить трудоемкость.
Конструкции и детали, армируемые струнобетонными элементами, можно изготовлять на заводах и полигонах по обычной технологии.
Основные методы преднапряжения арматуры
В современном строительстве практикуется несколько методов получения преднапряженного железобетона:
- механический;
- электротермический;
- электротермомеханический.
Выбор конкретного решения осуществляется на основании имеющегося бюджета, технологических потребностей и функционального назначения объекта.

Первый способ может осуществляться на упоры поддона или формы, а также непосредственно на бетон конструкции (конструктивного элемента). Производится гидравлическими и винтовыми домкратами, а также более простым методом — лебедками и полиспастами. Контролируя процесс натяжения арматуры динамометром, усилие плавно доводят до половины от проектных значений. После проверки правильности размещения деталей его кратковременно повышают на 110% от нормы, через 3–5 мин возвращая к 100%.
Электротермический способ получения преднапряженного бетона производят током, фиксируя на упорах поддона (формы) разогретые стержни. После остывания заданные растягивающие усилия воспринимаются затвердевшим материалом. Что касается электротермомеханического способа преднапряжения бетона, то предварительное натяжение канатов (проволоки, прядей) осуществляется армирующими машинами, которые навивают арматуру на упоры стенда. Метод применим для изготовления радиальных и сферических ЖБИ. Навивка чаще всего осуществляется посекционно.

Если во время натяжения арматуры приложить слишком большое усилие, это способствует образованию трещин (обрывов) напрягаемых элементов, а его понижение снижает трещиностойкость и несущую способность конструкции. Поэтому девианта должна быть в пределах 10% от проектных значений. Учитывая, что эти показатели при создании преднапряженного железобетона электротермическим способом можно проконтролировать только после остывания напрягаемого элемента, усилие натяжения арматуры должно находиться в пределах 20% от проектного.
В зависимости от способа физико-механические параметры арматуры можно проконтролировать динамометром или манометром методами измерения удлинения, поперечной оттяжки или измерения частот.
32 Значения предварительных напряжений
Значения
предварительных напряжений имеют
существенное значение. При малых
значениях эффект преднапряжения может
быть утрачен вследствие потерь
предварительного напряжения. При
высоких значениях возникает опасность
разрыва арматуры при натяжении.
Предварительные
напряжения
σsp
и σ’sp
в арматуреS
и S’
следует назначать с учетом допустимых
отклонений р
таким образом, чтобы выполнялись
условия:
;
,
где
—
при механическом способе натяжения
арматуры;
-при
электротермическом способе натяжения
арматуры, где l
– длина натягиваемого стержня, p
– в МПа.
Начальные
контролируемые напряжения
в арматуреS
и S’
при натяжении на упоры с учетом потерь
от деформации анкеров и трения об
огибающие приспособления:
;
.
Начальные
контролируемые напряжения
в арматуре S
и S’
при натяжении на бетон (с учетом того,
что часть усилия тратится на обжатие
бетона):
;
,где
σsp,
σ’sp — определяются
без учета потерь предварительного
напряжения;σbp,
σ’bp— определяются
с учетом потерь предварительного
напряжения;
—
коэффициент приведения (соотношение
модулей упругости бетона и арматуры).
Возможные производственные отклонения
от заданного значения предварительного
напряжения арматуры учитывают в расчетах
коэффициентом
точности натяжения арматуры:
. Знак
«+» принимается при неблагоприятном
влиянии предварительного напряжения
(т.е. на данной стадии работы конструкции
предварительное напряжение снижает
ее несущую способность или способствует
образованию трещин), знак «-» — при
благоприятном.
—
при механическом способе натяжения
арматуры;
—
при электротермическом и электромеханическом
способах натяжения арматуры; np
– число стержней напрягаемой арматуры
в сечении элемента.При определении
потерь предварительного напряжения
арматуры, а также при расчете по раскрытию
трещин и по деформациям значение
допускается принимать равным нулю.Передаточную
прочность бетона
к моменту обжатия Rbp
устанавливают так, чтобы не создавался
слишком высокий уровень напряжения
,
сопровождающийся значительными
деформациями ползучести и потерей
предварительного напряжения в арматуре.
РекомендуетсяRbp
принимать по расчету, но не менее 50% от
нормативного сопротивления бетона
сжатию Rbn.
С этой же целью ограничивают напряжения
в бетоне σbp
при обжатии, они не должны превышать
предельных значений
Последующее натяжение
Данный способ отличается от предыдущего тем, что в процессе его применения арматура защищается от сцепления специальной оболочкой или помещается уже после его застывания в специальные отверстия или углубления. Арматурные элементы натягиваются на упоры, которые устанавливают на концах конструкции, а натяжение осуществляют непосредственно после застывания.

Для заливки применяют вибратор.
В применении данного метода есть свои особенности. Приложенную силу увеличивают до рассчитанной, а затем уменьшают до тех пор, пока она не достигнет нуля. Эту процедуру повторяют необходимое количество раз до того момента, пока не будет достигнуто нужное удлинение. Доведение арматуры до определенного удлинения, а не напряжения производится из-за того, что внутри конструкции происходит трение проволоки, которое уменьшает напряжение.
Данный метод имеет преимущества. А также не нужно учитывать возможность усадки, так как он уже затвердел.
Таким образом, напряженный железобетон — особый строительный материал, который объединят в себе положительные характеристики других материалов. Применение методов предварительного или последующего натяжения лишает рствор его основного недостатка — неспособности сопротивления натяжению. Такой материал имеет широкий сектор применения. Преимущественно из него изготавливают , колонны стен в зданиях (особенно в условиях сейсмической активности). Кроме того, он широко применяет в других областях.
- Главная
Требования к арматуре

Арматура для натяжения должна быть изготовлена из высокопрочной проволоки.
Арматура, используемая для создания с предварительным напряжением, должна обладать определенными характеристиками, которые позволят ей выдержать требуемые нагрузки. Стальная арматура должна быть способна выдержать высокое напряжение растяжения, то есть не вытягиваться при длительном напрягающем воздействии.
Если арматура не будет обладать этим свойством, то предварительное напряжение уменьшится, вследствие чего преднапряженный элемент будет обладать теми же свойствами, что и обычный. Таким образом, этот материал не сможет выдержать тех нагрузок, на которые он рассчитан. Для изготовления необходимо использовать не обычную сталь, а высокопрочную проволоку, которая изготавливается специальным способом, позволяющим значительно снизить ее текучесть.
Технические характеристики
| Параметры | Значения | |
| ДП-НС25Г100 | ДП-НС15Г100 | |
| Максимальное давление, МПа | 65 | 60 |
| Максимальное усилие натяжения, тс | 25 | 15 |
| Эффективная площадь поршня натяжителя, мм2 | 3 770 | 2611,45 |
| Диаметр арматуры, мм | 14; 16; 18 | 6; 8; 10; 12; 14; 16 |
| Выпуск арматуры, мин, мм | 490 | 450 |
| В комплекте поставки: | ||
| сменные толкатели для анкерных зажимов, тип/ Ø арматуры /диаметр носика, мм | А50-38/ Ø 18/ Ø 60, А45-34/ Ø14-16/Ø 57 | А30-22/Ø6-9/ Ø56;А 38-28/Ø9-13/ Ø56;А 45-34/ Ø12-16/ Ø56 |
| сменные наконечники для анкерных зажимов | А50-38, А45-34 | А30-22,А 38-28,А 45-34 |
| Рекомендуемые анкерные зажимы фирмыPaul (или аналогичные): | ||
| для стержневой арматуры; | А 45-34 с клиньями 34N для арматуры Ø14-16мм; А 50-38 с клиньями 38S для арматуры Ø18 мм. | А30-22 для арматуры Ø6-9мм; А 38-28 для арматуры Ø9-13мм; А 45-34 для арматуры Ø12-16мм |
| Класс арматурной стали ГОСТ 5781-82 | А – II (A300); A – III (A400); A – IV (A600); A – V (A800); A – VI (A1000) | |
| Ход штока, мм | 100 | |
| Рабочий объем, л | 0,38 | 0,3 |
| Габариты, мм, ДхШхВ | 416х255х120 | 395х126х177 |
| Масса, кг | 21 | 13,4 |
*) Диапазон температур окружающей среды, °С, от – 30 до + 40.
Рабочая жидкость: при температуре окружающей среды -20…+40°С:
ВМГЗ ТУ 38.101479, МГЕ-10А ОСТ 38-01281.
При температуре окружающей среды ниже -20°С:
ПМС-20РК ТУ6-0511687721-022-97; Teboil Hydraulic Oil норвежский стандарт SS1554 34 AV, DIN 51524 часть 3 (HVLP); Vickers 1-286-S, M-2950-S.
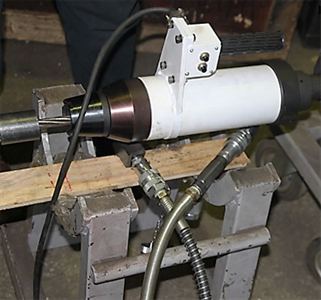
Натяжитель выполнен как домкрат с полым штоком с гидравлическим возвратом поршня; включает:
- сменный толкатель,1;
- сменный наконечник, 2, соединенный с поршнем;
- корпус;
- рукоятку с кнопками управления, натяжение -возврат.
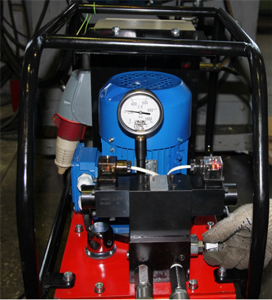
Управление натяжителем выполняют с кнопочного пульта на рукоятке, соединенного кабелем с насосной станции с 4-х-линейным 3-х-позиционным гидрораспределителем с электромагнитным управлением, НЭЭ-2,0И10Т1-НЭ1. Настройка насосной станции на необходимое усилие натяжения выполняется посредством регулировочно- перепускного клапана насосной станции.
Для увеличения производительности работ применить станцию насосную, автоматическую, НЭЭ-2,0Н40Т1-НА: электропривод 380В, номинальное давление 70 МПа, подача 2 л/мин; 4-х- линейный 3-х- позиционный гидрораспределитель с электромагнитным управлением; гидроаппаратура управления, датчик давления, манометр TM510; контроллер с тактильной панелью управления усилием натяжения; бак 40 л, защитный корпус, ложемент для домкрата, консоль (балансир-опция), на колесной раме.
Особенности работы
На арматуру установить анкерный зажим; установить натяжитель с упором толкателя в анкерный зажим; установить анкерный зажим натяжения, после натяжителя, с упором в наконечник.
Настроить насосную станцию на необходимое усилие натяжения посредством регулировочно- перепускного клапана насосной станции.
Нажать кнопку «натяжение» ручки натяжителя, наблюдать перемещение и нагружение арматуры, следить за усилием натяжения и давлением, при достижении необходимого давления переключить насосную станцию на «возврат»; наблюдать удержание арматуры анкерным зажимом со стороны толкателя и освобождение анкерного зажима натяжения со стороны наконечника при возврате поршня в исходное положение. Давление, развиваемое в цилиндре натяжителя, отображается манометром на насосной станции.
Таблица показаний манометра и предельной величины предварительного напряжения арматуры представлена в Руководстве по эксплуатации натяжителя.
При применении арматуры другого размера и класса прочности, для определения необходимого давления (Рм) воспользуйтесь формулой:
Рм=9,69*Rs*S/Sэп, бар, где,
- Rs – Расчетное сопротивление арматуры растяжению, H;
- S – Площадь поперечного сечения стержня арматуры, мм2;
- Sэп = 3770 мм2– эффективная площадь поршня натяжителя ДП-НС25Г100; Sэп = 2611,45 мм2– эффективная площадь поршня натяжителя ДП-НС15Г100.
Требования к арматуре для натяжения
Предварительное натяжение арматуры позволяет существенно увеличивать прочностные и несущие характеристики железобетонных конструкций, усиливая их и повышая трещиностойкость. Однако для этого необходимо обеспечить точное соответствие элементов ряду требований.
Технологические свойства обеспечиваются химическим составом материала, способом производства и обработки изделий. Основные требования к арматуре для преднапряжения конструкций:
- отсутствие расслоений;
- соответствие диаметра накладной и сортаменту;
- чистота поверхности — без следов коррозии и повреждений;
- правильность формы поперечного сечения;
- отсутствие заусениц, трещин, полостей.
В связи с технологическими особенностями современного строительства с использованием предварительно натяженной арматуры, кроме основных требований касательно прочности, деформативности и адгезии с бетоном, существуют дополнительные. К этой группе относятся показатели свариваемости, морозостойкости, усталостной прочности, пластичности и коррозионной устойчивости.
Постоянно возрастающие требования к качеству выводят на первый план экономическую эффективность и надежность использования того или иного типа арматурного проката в преднапряжении
Поэтому очень важно подбирать материалы, полностью соответствующие заявленным стандартам и проектным характеристикам.
Наши объекты
БЦ «Газойл Плаза»
Адрес: г. Москва, ул. Наметкина, 12а
Общая площадь: 36 500 кв.м
Узнать подробнее
ТРЦ «Ереван Плаза»
Адрес: г. Москва, ул. Большая Тульская, 2
Общая площадь: 38 200 кв.м
Узнать подробнее
ЖК «Дом Альянса»
Адрес: г. Санкт-Петербург, ул. Трефолева, 9к2
Общая площадь: 13 650 кв.м
Узнать подробнее
Шоколадная фабрика «Барри Каллебаут»
Адрес: Московская область, г. Чехов, ул. Уездная, вл. 18
Общая площадь: 16 050 кв.м.
Узнать подробнее
ТРЦ «Браво»
Адрес: г. Москва, ул. Борисовские Пруды, 26с2
Общая площадь: 29 000 кв.м
Узнать подробнее
ПЛК «Северное Домодедово»
Адрес: Московская область, г. Домодедово, ул. Логистическая, 1/7
Общая площадь: 110 000 кв.м
Узнать подробнее
ТРЦ «Рио»
Адрес: г. Коломна, ул. Октябрьской Революции, 362
Общая площадь: 46 000 кв.м
Предварительное натяжение арматуры

Для натяжения арматуры на производстве используются гидравлические упоры.
Метод, основанный на предварительном натяжении, заключается в том, что сначала прокладывают и натягивают арматуру, а после этого она обкладывается раствором. Натяжение сверхпрочной стальной армированной проволоки поддерживается до того момента, когда бетон станет достаточно прочным. После этого проволоку обрезают, а ее натяжение передается смеси из-за сцепления с ним. Благодаря этому бетон подвергается напряжению от сжатия, а производство на этом закончено.
Данный метод в основном не применяют для монолитных конструкций непосредственно на строительной площадке, основная область его применения — производство сборных элементов в промышленных условиях.
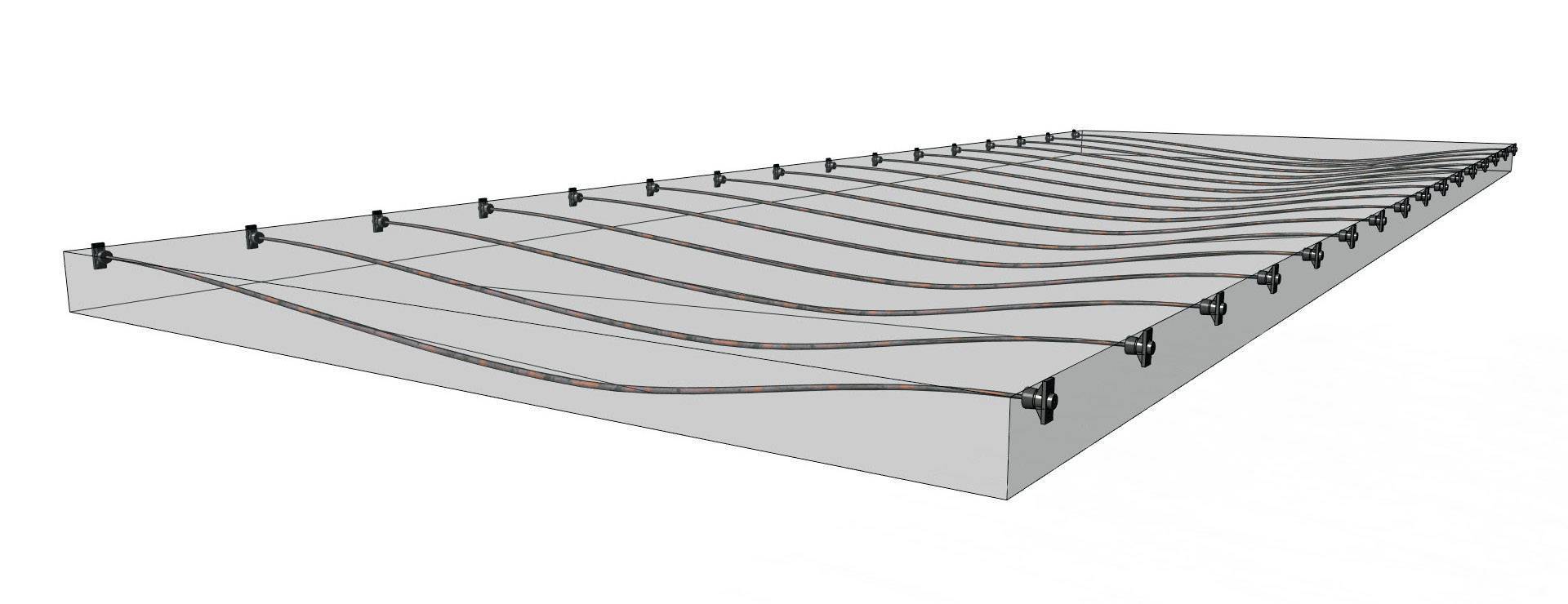
В заводских условиях наиболее эффективным способом производства предварительно напряженного бетона является так называемая система длинных линий. Применяя этот способ, армированную проволоку располагают между анкерными плитами, а затем натягивают. Поперечные стенки необходимо располагать на расстоянии, соответствующем планируемой длине изготавливаемых балок.
В процессе применения данного метода сила натяжения передается опалубке элемента.

Предварительное натяжение применяют для изготовления монолитных плит непосредственно на стройплощадке.
Применяя данный метод, лучше использовать индивидуальные формы. Это имеет следующие преимущества:
- появляется возможность варьировать размеры изделий;
- при штучном изготовлении, если арматура утратит напряжение, испортится только один элемент.
В процессе изготовления необходимо проводить проверку выбранных случайным образом изделий.
Значения предварительных напряжений
Создаваемое
искусственно предварительное напряжение
в арматуре и бетоне имеет весьма
существенное значение для последующей
работы элементов под нагрузкой. При
малых предварительных напряжениях в
арматуре и малом обжатии бетона эффект
предварительного напряжения с течением
времени будет утрачен вследствие
релаксации напряжений в арматуре, усадки
и ползучести бетона и других технологических
и конструктивных факторов. При
высоких напряжениях
в арматуре, близких к нормативному
сопротивлению, в проволочной арматуре
возникает опасность разрыва при
натяжении, а в горячекатаной — опасность
развития значительных остаточных
деформаций. На основании исследований,
опыта изготовления и эксплуатации
предварительно напряженных элементов
значения предварительного напряжения
σpиσp`
соответственно в арматуре, расположенной
в зонах, растянутой и сжатой от действия
внешней нагрузки, установлено нормами
с учетом предельных отклонений так,
чтобы выполнялось условие
Предварительные
напряжения в арматуре следует назначать
с учетом допустимых отклонений р:
σsp+p≤Rs,
serσsp--p≥0,3Rs,
ser
Значения рпри
механическом способе натяжения арматуры
принимается равным0,05 σsp,а при электротермическом и
электротермомеханическом способах
определяется по формуле:
p=30+360/l
Rs,
ser–
расчетные сопротивления растяжению
для предельных состояний второй группы
(нормативные сопротивления растяжению)
При
натяжении арматуры электротермическим
способом во избежание потери упрочнения
температура нагрева не должна
превышать 300 — 350 °С.
Возможные
производственные отклонения от заданного
значения предварительного напряжения
арматуры учитываются в расчетах
коэффициентом точности натяжения
арматуры
γsp=l±Δγsp, (П.
24)
где
Δγsp,
— предельное отклонение предварительного
напряжения в арматуре; знак плюс
принимается при неблагоприятном
влиянии предварительного напряжения,
например в расчетах на прочность для
арматуры, расположенной в зоне,
сжатой
при действии нагрузки, а также в
расчетах для стадии изготовления
и монтажа
элемента; знак минус
— при благоприятном;
Δγsp,=0,5Δσsp,/σsp
+ (1+1/)
пр
— число
напрягаемых стержней в сечении элемента.
Передаточная
прочность бетона, или кубиковая прочность
бетона к моменту обжатия Rbp
предусматривается так, чтобы не создавался
слишком высокий уровень напряжения
σbp/Rbp,который
сопровождается значительными деформациями
ползучести и потерей предварительного
натяжения арматуры. В связи с этим
величину
передаточной прочности бетона в момент
обжатия принимают по расчету но не менее
50% от прочности класса бетона.
Для предварительно
напряженных элементов в зависимости
от класса напрягаемой арматуры, ее
диаметра и наличия анкеров класс бетона
устанавливается по СНиП. С увеличением
диаметра и расчетного сопротивления
арматуры увеличиваются и принимаемые
классы бетона.











{kind=link}