





























Этапы изготовления форм для блоков своими руками
Для изготовления металлических матриц понадобится листовая сталь б-3 мм и металлическая труба D 8 мм для формирования пустот, а также болгарка, сварочный аппарат, другие рабочие инструменты.
- Подготавливаются заготовки для стенок. Их можно вырезать в домашних условиях болгаркой 450х210 и 220х210 по 2 заг. Дно формы должно иметь бортик высотой 3-3,5 см и ручку. На стенках делаются насечки (ф.3 ).
- Для изготовления пустот потребуются цилиндры (фото 4). Для этого, от трубы отрезается нужное количество заготовок из расчета 3 ед. на 1 блок. Высота должна быть на несколько мм меньшей от высоты стенок. Для придания трубной заготовке конусной формы, с одной стороны нужно до половины разрезать трубу и зажать тисками. Каждую трубную заготовку нужно заварить с обеих сторон, получатся пустотелые заглушенные цилиндры (заполнители). Они привариваются к планке, затем вставляются в форму и планка приваривается к стенкам формы (ф. 5).
- Заваривать все швы необходимо снаружи.
- Из толстостенной пластины делаем пресс с отверстиями с диаметром, превышающим диаметр пустотных цилиндров. Пресс должен заходить на матрицу, примерно на 50 мм. К прессу привариваются ручки (фото 6).
Готовые формы для блоков своими руками не требуют больших затрат. С ними могут работать люди, не имеющие особенной квалификации. Главное, выполнить правильный замес и уплотнить содержимое.


- Фото 6 — Изготовление ручного преса

Технология производства и состав шлакоблоков
Потребуется несколько компонентов:
- отходы продуктов горения твердого топлива (зола, шлаки) – 7 весовых частей;
- мелкий гравий или щебень, лом кирпича – 2 части;
- керамзитовый песок – 2 части;
- цемент М500 – 1,5 части;
- вода – 1 часть.
Если изготовление выполняется своими силами, допускается упростить рецепт, взяв всего 4 компонента: шлак или керамзит мелкой фракции (5 частей), сеяный песок (3 части), цемент (1 часть), вода – 0,5 части. Раствор для смеси должен быть жестким, без органических и глинистых примесей.
Производство блоков предусматривает несколько технологических операций.
- Ингредиенты перемешивают в сухом состоянии – бетономешалкой или вручную. Добавляют воду и еще раз перемешивают до получения однородной массы.
- Заполняют формы раствором. Стенки емкостей предварительно смазывают.
- С помощью вибропресса (станка) утрамбовывают компоненты. Если производство кустарное, для уплотнения смеси емкости помещают на вибростол, включив вибратор на срок до 10 мин.
- Для схватывания состава формы перемещают в прохладное помещение без доступа солнечных лучей.
Начиная производство изделий из шлакобетона, учитывают, что срок их созревания составляет не менее 28 суток после начала твердения.
Оборудование для самостоятельного изготовления
Самостоятельно изготовить оборудование для приготовления раствора и формовки пустотелого стенового блока в домашних условиях несложно. Достаточно иметь навыки работы со сварочным аппаратом и болгаркой, уметь правильно рассчитать и разрезать металл.
Форма для блока представляет собой правильный прямоугольник с размерами:
- Высота 200 мм;
- Ширина 200 мм;
- Длина 400 мм.
Форма сваривается из листа железа толщиной 4-5 мм. И усиливается снаружи каркасом из уголка или профильной трубы. Для вибропресса для производства бетонных пустотелых блоков лучше использовать сменные элементы для формирования внутренних пустот:
- для несущих конструкций круглые диаметром 100мм;
- для внутренних простенков многопрофильные элементы из квадратной трубы;
- для простенков и полублоков прямоугольные элементы из нескольких профильных труб, сваренных в один элемент.

В качестве вибратора используется стандартный электродвигатель с установленным на вал эксцентриком.
Собранный своими руками вибропрес имеющий привод от электродвигателя обязательно должен быть безопасным от поражения электрическим током — двигатель должен крепиться к корпусу через резиновую прокладку, рукоятки должны иметь резиновые защитные элементы, а используемый кабель двойную изоляцию токопроводящих жил.
Расчет целесообразности отливки блоков
Если не принимать во внимание наличие возможности использования самостоятельно изготовленного вибропресса для ведения частного бизнеса, нелишним будет определение сроков окупаемости этого устройства. .
Факторы, влияющие на себестоимость производства блоков:
- затраты на изготовление вибростанка;
- стоимость аренды площадей, требуемых для хранения шлакоблоков;
- стоимость материалов, идущих на изготовление раствора;
- затраты на используемую электроэнергию.
От расчета оптимального количества форм зависит загруженность оборудования. Ощутимо уменьшит себестоимость применение в форме нескольких пустот – прочностные характеристики при этом снизятся незначительно, а сэкономить на наполнителях можно до 50%. Использование красителей (кирпичного порошка, измельченного мела) позволяет изготавливать цветные изделия, а добавка пластификаторов увеличивает долговечность, морозостойкие и прочностные характеристики материала.
Стеновые блоки
 Линия производства строительных блоков требует специального помещения
Линия производства строительных блоков требует специального помещения
Стеновые блоки на сегодняшний день являются самым удобным строительным материалом для постройки частных домов и иных сооружений. Стеновые блоки производятся на цементе, который становится связующим с любым видом наполнителей:
- песчаногравийная смесь (ПГС);
- зола;
- керамзит;
- отсев щебня;
- шлак;
- полистирол (крошка);
- опилки.
| Материалы для изготовления стеновых блоков | |||
| Цемент | Заполнители | Вода | Химические добавки к бетону |
Цемент
Для стеновых блоков цемент становится самым лучшим связующим. Цемент имеет достаточно большую скоростью затвердения, которая обеспечивает высокую надежность и устойчивость к влаге. Для производства блоков можно применять все виды цемента, марка прочности которых от 450 до 550.
Заполнители
В качестве заполнителя, как правило, используется:
- песок;
- щебень;
- шлаки;
- зола;
- керамзит;
- опилки;
- древесная щепа
- иные инертные материалы и их комбинации.
В заполнителях должна отсутствовать пыль, так как ее обычно чрезмерное количество. Также мягкое глинистое включение, лед, смерзшаяся глыба. Чтобы разморозить смерзшийся кусок заполнителя в его постоянном хранилище необходимо поместить его в теплой зоне помещения или снабдить выходным люком бункера с устройством парового подогрева. Данный подогрев будет способствовать максимально быстрому затвердению бетона в холодный сезон года.
 Щебень один из лучших наполнителей для строительных блоков
Щебень один из лучших наполнителей для строительных блоков
Мелкие заполнители, кроме золы по гранулометрическому комплекту, необходимо относить к группам «средний» и «крупный». Используют заполнители меньшей крупности, при этом допускают сочетание с крупными заполнителями. Не допускается в песке наличие зерен размером выше 11 мм. Количество пылевидных, глинистых, илистых частиц в самородном песке не должно превышать 4%. Мелкие заполнители необходимо складировать в бункере, который является закрытым от атмосферных осадков. В зимний период он должен оснащаться подогревом заполнителя.
Исследованиями показано, если щепа или стружка очень длинные (большее 45 мм), тогда ухудшается характеристика прочности на сжатии. Если стружка или опилки мелкие это означает резкое ухудшение характеристик прочности на изгиб. Дерево становиться наполнителем, не неся, при этом никакой полезности и не улучшает материал.
Заполнители, как правило, разделяются на два типа:
- Мелкие.
- Крупные.
Мелкий заполнитель
 Мелкий заполнитель для бетона
Мелкий заполнитель для бетона
Имеет размер зерна от 0,02 до 2,1 мм. Рядовой песок – это особенно широко применяемый мелкий заполнитель. Маленькое содержание ила, суглинков или глины в песке позволительно, но если их количество не превысит 11% от общего веса. Отходами щебеночного производства являются: мелкая частица гранита, доломит, мрамор, зола, мелкий союз шлака. Мелкие заполнители обеспечивают эластичность примесей, уменьшают количество расселин в продукции и делают их плоскость максимально гладкой. Все же остаток мелких заполнителей, а именно пылевидного составляющего, снижает долговечность продукции.
Крупные заполнители
 Крупный заполнитель для бетона
Крупный заполнитель для бетона
Крупным заполнителем является сырье, которое имеет размер зерна 6 и больше миллиметров. В составе бетонной смеси крупные заполнители необходимы, чтобы создать пространственную раму внутри продукции. От ее прочности зависит долговечность продукта. Как правило, недостаточно прочное изделие объясняется недостаточным количеством крупного заполнителя в бетоне. Излишек крупного союза заполнителя в примеси гарантирует получение пористых граней неровной формы на поверхности изделия. При транспортировке готовой продукции, в крупном заполнителе прибавляется количество боя. С расширением размера зерна крупных заполнителей долговечность продукции возрастает вдвое.
Вода
Вода для бетона имеет специальные добавки
В воде, которая используется для изготовления бетона, должна отсутствовать смесь некоторых масел, кислоты, мощных щелочей, органического вещества, производственные отходы. Приемлемой считают воду питьевого качества, а также воду из бытовых водопроводов. Вода гарантирует схватывание (гидратацию) цемента. Любая примесь в воде может очень снизить твердость бетона, а также создать преждевременную, нежелательную и замедленную градацию цемента. Также грязная вода может образовать пятна на поверхности готового продукта. Температура воды должна быть не ниже 16°С, потому что пониженная температура приведет к умножению времени гидратации бетона. Воду рекомендуют подавать в смесители через перфорированные трубы.
Формы для создания бетонных блоков
 Ключевым элементом любого шлакоблочного станка является форма. Остальные узлы и элементы являются дополнительными и предназначаются для проведения различных операций по изменению формы, наполнению или уплотнению раствора, транспортировке сырья и других целей.
Ключевым элементом любого шлакоблочного станка является форма. Остальные узлы и элементы являются дополнительными и предназначаются для проведения различных операций по изменению формы, наполнению или уплотнению раствора, транспортировке сырья и других целей.
Если речь идёт о промышленном производстве материала, то в таком случае принято использовать базовые стальные формы. При домашнем выпуске применяется деревянная заготовка, которая представлена в виде специальной ёмкости, где размещается бетонная смесь до полного застывания.
Форма шлакоблока должна быть разборной, что позволит без любых сложностей доставать готовые конструкции. Большинство существующих форм для домашнего производства выполнены без дна. Если вы намерены выпускать пустотелую продукцию, то самым подходящим решением станет проделывание пустот в них путём погружения пластиковых ёмкостей с водой или бутылок из-под шампанского в бетонную смесь, залитую в форму.
Деревянные ёмкости
Самым простым вариантом формы для создания шлакоблоков является деревянная конструкция. Чтобы изготовить подобную форму, достаточно применить строганные доски. Их ширина соответствует высоте будущего блока. На продольной части проделываются пропилы с внутренних сторон досок, глубина которых составляет 7−8 миллиметров, а ширина соответствует толщине разделительных пластинок. Последнюю деталь изготавливают из железа, текстолита, гетинакса или других материалов с гладкой структурой.
Расстояние между пропилами идентично длине блоков. Все элементы заготовки окрашивают с помощью масляной краски.
Подобные формы можно использовать и без вибрирующего оборудования. В них помещается мягкий раствор с повышенной концентрацией воды. Однако если разместить такую простую форму на вибрационном столе, это позволит создать более качественный и совершенный прибор для производства шлакоблоков.
Конструкции из металла
 Если вы намерены изготовить станок для шлакоблоков в домашних условиях, не забудьте воспользоваться металлическими формами, которые вырезаются из листа качественной стали толщиной 3—5 миллиметров. Размеры подобных элементов соответствуют размерам шлакоблока. Стандартные блоки обладают размерами 190×190×390 миллиметров. Учитывая такие габариты, размер формы нужно делать на 5 миллиметров выше самого материала, чтобы можно было заливать бетон и прижимать его с помощью специальной пластины.
Если вы намерены изготовить станок для шлакоблоков в домашних условиях, не забудьте воспользоваться металлическими формами, которые вырезаются из листа качественной стали толщиной 3—5 миллиметров. Размеры подобных элементов соответствуют размерам шлакоблока. Стандартные блоки обладают размерами 190×190×390 миллиметров. Учитывая такие габариты, размер формы нужно делать на 5 миллиметров выше самого материала, чтобы можно было заливать бетон и прижимать его с помощью специальной пластины.
Если вы столкнулись с вопросом создания шлакоблоков в домашних условиях, не забудьте ответственно отнестись к созданию пустотообразователей. В их качестве рекомендуется использовать трубы, которые получают конусную форму, чтобы готовые блоки можно было вынимать. В некоторых случаях подобные детали создают с прямоугольной формой, т. к. это не играет особой роли. Главное, чтобы у них присутствовала определенная конусность. Нужно также учитывать тот факт, что пустоты в шлакоблоках не должны занимать больше 30 процентов от площади поверхности.
Что касается сварочных швов, то их выполняют непосредственно на наружной части формы, чтобы внутренняя структура сохраняла ровность и гладкость. По нижнему периметру прокладывают резиновый или деревянный уплотнитель, который предотвращает появление деформаций по краям формы. К тому же по краям можно прикрепить пластинки из металла шириной 20 миллиметров.
Особенности изготовления шлакоблоков
Формы изготавливают самостоятельно, применяя для этого металл или дерево, доски по ширине берут не менее 190-200 мм. Их соединяют в сборную конструкцию, боковые части которой отсоединяются для извлечения готового блока. В общей конструкции объединяются не более 6 ячеек для закладки бетона. Готовую конструкцию устанавливают на плотный непромокаемый материал, например клеенку, образующую дно формы.
Если материалом для формы выбирается древесина, то ее предварительно обрабатывают пропитками или грунтовками для увеличения влагостойкости. Формы изготавливают из сухого дерева. Эти условия соблюдаются, иначе в процессе работы дерево поведет от воды, и изменится геометрический размер блока. Стандартными размерами камней считаются 400х200х200 мм, но каждый изготовитель-частник делает блоки под свое строительство.
Для металлических матриц берутся листы толщиной не более 3-4 мм. При сварке конструкции все сварные швы делают снаружи, чтобы не закруглять углы блока. Пустоты внутри шлакоблока делают при помощи отрезков металлических труб подходящего диаметра, например 80 мм. Контролируют расстояние между трубами и удаление от стенок, композицию сваривают полосками для жесткости и фиксации.
Если делается оборудование для производства строительных блоков, то при креплении вибратора к столу после закручивания гаек их еще слегка приваривают сваркой. Мотор обязательно закрывается защитным кожухом из любого материала от брызг раствора, воды, пыли.

Метод изготовления блоков с применением вибрационного станка
Для этого приобретается или изготавливается самостоятельно вибрационный станок для шлакоблоков. Специальная форма из металла устанавливается на плоскость станка, и бетонная смесь с заполнителем из шлака заливается в нее на одну третью часть. После этого подключается к действию вибрационный стол на время до 20 секунд, что позволяет удалить из раствора все ненужные воздушные пузырьки, а цемент получит хорошую усадку. Раствор в форму подливается три раза. Блоки из формы извлекают так же, как и при методе изготовления без вибрации.

Шлакоблок не терпит пересушки в жаркую погоду на открытых лучах солнца, поэтому его в знойные дни брызгают водой и накрывают клеенкой или целлофаном, чтобы не так активно испарялась влага. Сформировавшиеся, полностью просушенные блоки из бетона набирают 100 % прочности на 28-е сутки, и после этого они готовы к применению в строительстве.
Где требуются такого рода изделия
Блоки не зря относятся к перспективным строительным материалам, поскольку их применение позволяет получить ряд неоценимых преимуществ.
Применение этого материала позволяет осуществлять малоэтажное строительство.Это бывает жилой дом до 3 этажей, гараж, баня, иное хозяйственное помещение. При помощи форм легко возвести стены самостоятельно.
 Возведение стены с применением строительных блоков
Возведение стены с применением строительных блоков
Блоки отличаются повышенными теплоизоляцией и звукоизоляционными характеристиками.
Низкая стоимость. Благодаря низкой стоимости компонентов и простоте процесса производства, материалы из бетона или отличаются низкой себестоимостью.
Возможность наладить производство самостоятельно. Оборудование для изготовления этого вида строительного материала имеется в свободной продаже. Технология производства не отличается сложностью.
Вибратор для станка
В качестве вибратора для станка можно использовать любой электродвигатель, на оси которого установлен эксцентрик. Это может быть металлическая пластина со смещенным центром тяжести или какой-либо груз. Для смещения оси достаточно просверлить в пластине пару отверстий. Без эксцентрика создание вибрации будет невозможным. Вибратор должен жестко крепиться к станку. Своими руками вибратор можно сделать из двигателя стиральной машины или пылесоса.
Если подходящих б/у двигателей найти не удалось, то в магазине можно купить электрический настольный наждак с двумя шлифовальными дисками. Вместо точильных дисков нужно установить эксцентрики, смещенные в одну сторону. Так как этот прибор уже имеет удобные крепежи, для установки на станок, его использование более предпочтительно.
Химические добавки к бетону
 Химические добавки к бетону имеет разные цвета в зависимости от назначения
Химические добавки к бетону имеет разные цвета в зависимости от назначения
В последнее время, отечественное производство достигло значительного прогресса в сфере исследований разной химической присадки к бетонной смеси. Она используется для уменьшения расхода цементной смеси, для увеличения темпа его градации, для сокращения продолжительности теплой и влажностной обработки продукции. А также для усиления способности бетона затвердевать в зимней период, для увеличения его морозостойкости и твердости.
Хлористый кальций (СаСl) применяют как в виде раствора, так и в сухом виде. В сухом виде его добавляют в заполнитель, в виде раствора же его вносят в воду, которая предназначена для приготовления смеси, при этом сохраняя суммарное количество воды в смеси. Добавление хлористого кальция немного увеличивает цену на исходные материалы. Однако, быстрый набор твердости гарантирует производителю строительной продукции экономию электроэнергии на обогрев территории. Изделие должно вылежаться перед отгрузкой клиенту. Это значительно превышает расход на хлористый кальций, однако, уменьшает количество боя продукта при транспортировке.
Большое преимущество линии для производства блоков дает употребление воздухововлекающей добавки:
 Станок для формовки блока
Станок для формовки блока
- древесная опыленная смола (СДО);
- нейтрализованная воздухововлекающая смола (СНВ);
- тепловой пековый клей (КТП);
- сульфитнодрожжевая бражка (СДБ).
Воздухововлекающая добавка улучшает активность смеси в заполнении матриц вибропресса, повышая при этом качество плоскости изделия, и минимизирует количество боя. Основным преимуществом воздухововлекающей добавки является большая морозостойкость бетона. Эффект увеличения морозостойкости поясняется избытком пузырьков воздуха в порах бетона, это минимизирует случаи попадания в них воды. А также препятствует появлению разрушающего напряжения в бетоне при охлаждении капиллярной воды из-за демпфирующего стягивания пузырьков воздуха.
Производство стеновых блоков и линии для их изготовления используют поддонный или альтернативный метод, с помощью цементного связующего и любого вида наполнителя. Блоки получаются с прямоугольной пустотой.
Данное оборудование при небольшом размере, невысокой цене, идеально подходит для частных застройщиков.
Комплектация:
- Вибратор на 180 ватт (220 вольт) с уровнем вибрации, который не регулируется. Мощность данного вибратора: 1,4 кН. Размер блока на выходе: 395х195х190 мм.
- Пустотообразователь с параметрами: 85х115 мм (съемный).
Пустотообразователь предназначается для формировки пустоты в блоке. Это позволит сэкономить бетонную смесь на треть. Пустота также необходима для увеличения теплоизоляции сооружений. Пустотообразователь и установленная накладка на пуансон, которая входит в комплект формируют полнотелые, фундаментные блоки.
Линия нарезки блоков
Линии по производству блоков, цена которых никогда не превышает запланированную предпринимателем сумму, имеет в наличии очень важную технику для производства. А именно прижимную верхнюю планку формовки пуансона (верхняя плоскость блока). За счет него изготавливаемый блок имеет необходимую геометрию со всех сторон, это очень упростит и сделает работу качественной. Пуансон (прижим планки) реализовывается вручную. Производительность линии: 155–305 блоков за смену. Время, которое необходимо для формировки одного блока, и переустановки оборудования для формировки следующего блока составляет 35–45 секунд, с момента загрузки бетона в приемный лоток. При надобности может быть в работе как формовочный, так и расформовочный вибростол. Он необходим для производства цокольной и тротуарной плитки, отливов, облицовочного камня.
Полная масса оборудования составляет 21 кг. Масса линии, которая поднимается оператором при съеме и перестановке, без верхних прижимов, составляет 15 кг. Параметры упакованной для эксплуатации линии составляют: 655 Х 650 Х 400мм (ДхШхВ).
Изготовляем простой и недорогой шлакоблочный станок
Как мы уже говорили, существуют более практичные и дорогостоящие установки, где отдельно есть вибростол, форма для засыпки и пресс, который приводится в действие, но наша задача создать эффективный шлакоблочный станок домашнего использования с минимальными затратами. У нас будет форма, которая играет роль и вибростанка, и формы, и пресса одновременно. Рассмотрим, как правильно ее сделать.
ШАГ 1: проектирование и подготовка материалов. Для начала нам надо определить размеры станка шлакоблока. Это сделать проще простого. У нас есть габариты одного шлакоблока: 390х190х190 мм, от них мы и будем отталкиваться. Нам необходимо вырезать из металла 0,2 мм толщиной следующие прямоугольники: 390х190 мм (три штуки), 190х190 мм (два штуки). Можно на 5 мм взять везде с запасом, чтобы кирпичики заливались с запасом.
ШАГ 2: свариваем все вместе. Теперь надо собрать наш станок для изготовления шлакоблоков, но сваривать надо все наружным швом! Это делается для того, чтобы блок получался идеально ровный с нормальными краями, а не заглаженными или деформированными. Поскольку металл толстый, можно использовать любой сварочный аппарат – такой шов положить будет очень просто даже без навыков строителя, причем сильно большая точность нам здесь не надо.
ШАГ 3: делаем «начинку». Чтобы сделать правильный станок для шлакоблока своими руками, необходимо поместить в него трубы. Берем трубу диаметром 90 мм, нарезам ее тремя кусками по 190 мм (высота шлакоблока), свариваем их параллельно между собой и опускаем в форму. Конечно же, верх трубы необходимо заварить (вырезать круги диаметром 90 мм или купить готовые).
ШАГ 4: делаем сборник. Это специальный фартук, который наваривается вокруг формы, чтобы удобнее было засыпать строительные материалы, можно сделать его в форме лейки. Сварить металлические пластины под углом. Можно сделать своими руками самодельный станок для шлакоблока вообще без фартука, но будет неудобно работать, к тому же, стоимость такого апгрейда техники невысокая.
ШАГ 5: делаем пресс. Собственно, все, что нам необходимо – оказать давление на полусухую смесь. Для этого не надо много денег, изготовление станка для производства шлакоблоков своими руками может быть дешевым. Берем пластину из металла 0,2 – 0,3 мм с размерами 385 х 185 мм (да, чуть меньше нашей формы), потом смазываем верх труб маслом, прикладываем пластину и делаем отпечаток. Теперь вам необходимо вырезать как можно ровнее отверстия в пластике под трубы, можно использовать резак или отдать эту работу специалисту. После этой работы надо просто приварить две ручки сверху пластины, чтобы ее удобно было поднимать.
ШАГ 6: делаем выброустановку. Можно было бы рассказать вам о сложной системе подрамника и эксцентриках на осях, которые приводятся в действие ремнем от двигателя, но народные умельцы нашли способ проще. Надо приварить крепления для двигателя мощностью 0,5 кВт прямо к форме, привинтить его туда и повесить на вал гайку с эксцентриком или хомут типа «щечки». Двигатель наберет обороты и создаст большую вибрацию каркаса – то, что нам и надо.
ШАГ 7: ставим форму на ноги. Чтобы сделать передвижной станок для производства шлакоблоков своими руками необходимо поставить эту заготовку на колеса сразу. Варим рамку с размерами 40х30 мм, привариваем колеса со старой тачки. Все готово. Но этого можно и не делать, поскольку шлакоблоки делаются не очень быстро, материал можно просто складировать рядом или относить.
ВАЖНО: двигатель надо купить закрытого типа, чтобы туда не попадала пыль и влага. Идеально подойдут простые китайские аппараты, которые стоят недорого и обеспечивают неплохую защиту от воды и загрязнений
Если же вы хотите поставить туда двигатель со стиральной машины или наждака, тогда надо будет периодически проводить его чистку.
Собственно, теперь вы построили станок для изготовления шлакоблоков своими руками, можно поздравить вас с экономией десятков тысяч рублей и переходить к изготовлению блоков. Такое оборудование прослужит очень долго, оно почти вечное и состоит из ударопрочных деталей, надежно сваренных между собой.
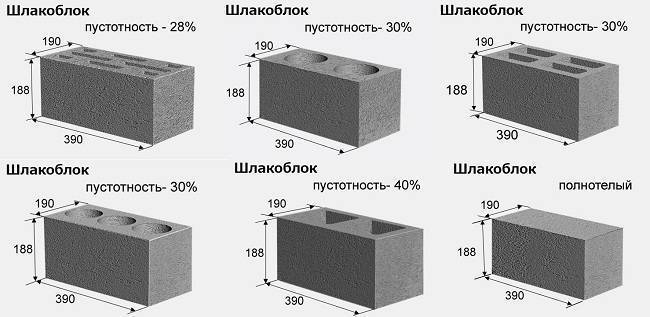
Шлакоблок виды, размеры, состав
Шлакоблок – это искусственный камень прямоугольной формы и строго определенных размеров. Вид и размеры шлакоблока зависят от назначения. Чаще всего, это блок с технологическими пустотами (около 30% объема), обеспечивающими относительно небольшой вес и снижающими теплопроводность материала.
 Шлакоблок рядовой
Шлакоблок рядовой
В зависимости от назначения, шлакоблок бывает:
- пустотелым или монолитным;
- целым или половинным;
- рядовым или лицевым;
- несущим или перегородочным.
Декоративный (лицевой) шлакоблок может быть разных цветов, поверхность с лицевой стороны бывает колотая, рваная, рифленая, шлифованная. Материал используют, как правило, для строительства декоративных изгородей
 Шлакоблок декоративный
Шлакоблок декоративный
Несколько основных размеров блока и вес:
- рядовой стандартный 390х190х188 мм, вес 20 – 28 кг;
- рядовой половинный 390х120х188 или 390х90х188 мм; вес 10 -14 кг;
- перегородочный 390Х120Х188 мм, вес 10 -15 кг.
Материалы для производства шлакоблока
В состав шлакоблока входит вяжущее, наполнитель и вода. Название блоку дал доменный шлак, который был когда-то в избытке и использовался как заполнитель. Сегодня шлак встречается нечасто, а в качестве наполнителя шлакоблоков используют:
- гранитный отсев;
- кирпичную крошку;
- щебень мелкий;
- речной гравий;
- песок;
- давленый керамзит;
- глину;
- древесные опилки.
Вяжущее – цемент марок 300 – 600. Марка цемента зависит от требуемой прочности блока – чем выше марка, тем плотнее камень.
 Гранитный отсев
Гранитный отсев
Характеристики шлакоблока. Преимущества промышленного производства
Строго определенной рецептуры изготовления шлакоблока не существует, поэтому характеристики его непостоянны. В зависимости от наполнителя шлакоблок имеет:
- Плотность (750-1 450 кг/см3).
- Прочность М30 – М150.
- Коэффициент пустотности в среднем 0,3, не более 0,4.
- Коэффициент теплопроводности 0,27 – 0,65 Вт/м2
- Срок службы (зависит от климатических условий) 30 – 150 лет.
Главное отличие промышленного производства шлакоблока – обработка сформованного камня в пропарочной камере. За сутки при температуре 80–100оС и влажности до 100% материал набирает до 70% максимальной прочности и может сразу использоваться в строительстве. Прочностные характеристики у заводского шлакоблока примерно вдвое выше, чем у домашнего. Но материал, сделанный на станке для шлакоблоков своими руками, значительно дешевле и также вполне пригоден для строительства.
Как сделать шлакоблок дома
Принцип производства шлакоблока прост – это заливка бетонной смеси в опалубку:
- Для приготовления рабочей смеси перемешивают цемент, наполнители и воду. Наполнители предварительно просеивают для удаления крупных и инородных фрагментов. Объем воды не должен быть слишком большим, чтобы смесь имела полусухую консистенцию (на профессиональном сленге ‑ «гарцовка»). Пример типичной пропорции для шлакоблока повышенной прочности: наполнитель – 7 частей, крупнозернистый песок – 2 части, гравий средней фракции или гранитный отсев – 2 части, полторы части цемент, и 3 воды.
- Форма (матрица) загружают рабочей смесью, максимально уплотняют вибропрессованием или набивкой. После уплотнения смесь досыпают до нужного объема и повторно уплотняют.
- Сформированный блок аккуратно освобождают из формы.
- Сушат шлакоблок в естественных условиях. Через сутки блоки можно аккуратно переместить с площадки формования на место складирования, через 5–7 дней блоки будут готовы к использованию в строительстве. Использование пластификатора позволяет ускорить твердение – уже через 6–8 часов шлакоблок можно перемещать на склад. Максимальную прочность блоки приобретают через месяц, предпочтительные условия – высокая температура и влажность.
Ценовая политика
Дополнительно для наладки качественного процесса, особенно изготовления бетонных частей потребуется присутствие вибросита, необходимого для ускорения процесса просеивания песчаной смеси. Это требуется для улучшения качества готового бетона. Стоимость оборудования начинается от 20 тысяч.
Ради экономии мастера могут пытаться заниматься просеиванием вручную, но подобный процесс будет длительным и затратным.
Еще одной важной деталью оборудования служат формы, куда потребуется размещать подготовленную смесь. Они могут быть изготовлены из металла или пластика
 Металлические формы для производства строительных блоков
Металлические формы для производства строительных блоков
Второй вариант более дешевый. Размер форм подбирается с учетом размерности готового изделия. Стоимость формы, вместимостью на 35 изделий будет составлять примерно 40–45 тысяч рублей.
Перечисленное оборудование необходимо при решении изготавливать бетонные части самостоятельно в условиях гаража или небольшой мастерской. Если планируется начинать бизнес на уровне промышленных объемов, потребуется приобретение автоклава, позволяющего производить качественный бетон. Его стоимость начинается от миллиона рублей.
Разновидности и плюсы шлакоблоков
Шлакоблоки — это популярная разновидность строительных материалов, которые создаются посредством застывания бетонной смеси в специальной форме или с помощью технологии вибропрессования. Само название происходит от названия наполнителя, в качестве которого может применяться обычный печной или доменный шлак.
По мере развития строительных технологий ассортимент используемых наполнителей сильно расширился, хотя прежнее название осталось неизменным. Выбор наполнителя определяет эксплуатационные свойства и стоимость продукции. В настоящее время в продаже предлагаются монолитные или пустотелые шлакоблоки. Представители первой группы характеризуются повышенной прочностью, но стоят гораздо дешевле, чем монолитные модели. Чаще всего они применяются при обустройстве фундаментов.
Бетонная смесь, которая используется при создании блоков, может включать в себя золу, шлак и ряд других отходов от горения угля. Чтобы изготовить качественный материал в домашних условиях, можно взять такие наполнители, как отходы кирпичей, опилки, керамзит, перлит, гравий и другие.
Кстати, в составе шлакоблоков необязательно должны присутствовать шлаки. Наполнители могут быть самыми разными, а наименование остаётся прежним.
Из ключевых достоинств шлакобетонных блоков выделяют следующие:
- Прекрасная тепло- и звукоизоляция стен.
- Невысокая стоимость — шлакоблоки гораздо дешевле, чем традиционный кирпич, пеноблоки или любой другой строительный материал.
- Простота монтажа и удобство дальнейшего использования.
- Отсутствие сложностей в самостоятельном изготовлении. Создать комплект хорошего строительного материала можно своими руками. Это открывает частным застройщикам широкие возможности для возведения самых различных построек без использования услуг каменщиков. (кстати, один блок может заменить 3−5 кирпичей).
Этапы производства и особенности изготовления
Для изготовления громоздких блоков используют:
- золу;
- доменный и котельный шлаки;
- кирпичную, бетонную и цементную крошку;
- щебневый отсев (речной и гранитный);
- зерна вулканического прелита;
- песок;
- керамзит.
Основным связывающим компонентом является цемент. Сырьевая смесь замешивается на воде. В состав шлакоблоков могут добавлять древесные опилки и хвою. Это придает материалу экологичности и легкости.
- Приготовление бетонного раствора. В качестве основных составляющих компонентов используют цемент, шлак и воду.
Для замешивания применяют смеситель или бетономешалку. Раствор можно приготовить своими руками, с помощью любой емкости и лопаты. Но чтобы смесь получилась жесткой, необходимо приложить немалые физические усилия.
Виды и характеристики наиболее популярных моделей шлакоблоков
Температура помещения, где производят шлакоблочные изделия, не должна быть выше 1ºC .
- Распределение раствора в формы. Шлакоблочный раствор загружают в формы 390×190х188 миллиметров. Могут быть с наличием пустотообразователей или без них.
После заполнения формы бетонным раствором, его начинают уплотнять.
Эту процедуру осуществляют с помощью вибрации и прижима. Продолжительность вибропрессования составляет 20-30 секунд.
По окончании уплотнения смесь удаляется из формы.
Готовый шлакоблок размещают на специальном поддоне или полу.
Важно! Заливать в формы нужно лишь жесткий раствор, в противном случае готовое изделие будет рассыпаться, плохо держать форму и плыть во время высыхания. . Полное затвердение и набор прочности
Процесс затвердевания длится 36-96 часов. Если в бетонный раствор предварительно добавили специальные вещества (фулерон, релаксол), то это время сокращается.
- Полное затвердение и набор прочности. Процесс затвердевания длится 36-96 часов. Если в бетонный раствор предварительно добавили специальные вещества (фулерон, релаксол), то это время сокращается.
Полного затвердевания шлакоблочные изделия достигают спустя месяц.

Отличия структуры различных по материалу изготовления блоков
Оптимальная температура во время затвердевания должна быть от 20ºC и выше, и помещение с максимально высокой влажностью.
Соблюдение таких условий необходимо чтобы шлакоблоки не пересыхали, так как это повлечет потерю прочности и ухудшение качества готового продукта.
Дополнительная пропарка изделий положительно сказывается на прочностной характеристике.
- Складирование. Для дальнейшего хранения и набора окончательной прочности, шлакоблоки складируют в помещениях. Характеристика готового продукта, зависит от того, сколько времени и в каких условиях проходил завершающий этап хранения.
Как работает станок для изготовления шлакоблока своими руками?
1.2 Особенности шлакоблоков
- готовый продукт стоит недорого;
- высокие показатели прочности;
- легкость и простота в эксплуатации; своими руками можно возвести стену из шлакоблоков;
- высокая скорость возведения.
1.3 Формы для изготовления шлакоблоков
На производстве для создания шлакоблоков используют металлические формы и специальные прессы, которые прессуют бетонную смесь в этой форме.
Изготовить форму своими руками достаточно просто. По сути, это обычная опалубка для бетонирования. Для ее изготовления подойдет любой удобный материал, но наиболее практичный вариант – хорошо обработанная древесина.
Процесс изготовления формы:
- Создаем заготовку из досок. Ширина доски должна быть прямопропорциональна высоте изделия. Стандартная высота – 180 мм. Но можно подобрать свой персональный стандарт, в зависимости от того, что будет создаваться посредством кладки будущего шлакоблока (мангал, печь, дом, сарай и т.д.)
- Стандартная длина шлакоблока составляет 390 мм. Разрезаем несколько досок такой длины, учитывайте толщину доски – добавляйте ее в два раза больше к длине шлакоблока.
- Используем две дополнительные дощечки (длина – 190 мм), в качестве ширины изделия.
- Завершающий этап. Заготовки необходимо сбить гвоздями или свинчать саморезами.
Производить шлакоблоки своими руками нужно не в штучном количестве, поэтому опалубка должна быть блочная. Чтобы собрать ее понадобиться несколько досок и перемычки. Основным моментом во время изготовления остается внутренняя поверхность формы.

Станок является одновременно и формой для прессовки блоков
Она должен быть гладкой без шероховатостей (лучше использовать отшлифованную доску).
Для придания шлакоблоку законченного вида, необходимо оснастить его пустотой. Для изготовления пустот можно использовать обычные стеклянные бутылки (3 штуки/один блок).
Какой лучше использовать станок для блоков
Перед застройщиками, которые решили самостоятельно изготавливать шлакобетонные блоки для возведения стен, возникает вопрос выбора оборудования. Не всегда имеется возможность арендовать станок для производства строительных блоков, особенно в небольших населенных пунктах. Многие принимают решение изготовить оборудование своими силами. В зависимости от финансовых возможностей, можно остановиться на следующих вариантах:
- простейшей конструкции, позволяющей в домашних условиях изготавливать стеновые блоки при минимальных затратах;
- модернизированном варианте агрегата, укомплектованном устройством уплотнения и дополнительными механизмами.
Сложно дать однозначный ответ, какой станок для производства блоков предпочтительнее применять. Все зависит от количества блоков, которые необходимо изготовить и возможностей финансирования. Остановимся на особенностях каждого агрегата.
Станок для блоков упрощенной конструкции
Для изготовления шлакоблоков своими силами в уменьшенном количестве необязательно изготавливать механизированный агрегат, использовать вибратор, а также дополнительные механизмы. Процесс изготовления по упрощенной технологии может осуществляться в специальных формах.
 Станок для блоков упрощенной конструкции
Станок для блоков упрощенной конструкции
Порядок действий:
- Соберите формы и обмажьте их внутреннюю поверхность отработанным маслом.
- Залейте в разборные формы шлакоблочную смесь.
- Оставьте на 3–4 часа до застывания раствора.
- Разберите емкости и аккуратно извлеките блоки.
- Обеспечьте возможность высыхания в закрытом помещении.
При необходимости изготовления полой продукции, для формирования полостей целесообразно использовать обычные бутылки от напитков. Упрощенный станок для производства блоков, представляющий собой емкость необходимого размера из древесины или стали, можно изготовить при минимальном объеме затрат.
Модернизированный станок для производства строительных блоков
При увеличенной потребности в шлакоблоках для строительства большого здания можно изготовить более сложный станок для производства блоков, укомплектованный специальными устройствами:
- вибрационным механизмом. В качестве вибродвигателя применяется электрический мотор, на приводном валу которому расположен эксцентрик. Мощность привода зависит от размера формы, массы шлакобетонного раствора и составляет 0,5–1,5 кВт. Под воздействием вибрации происходит уплотнение шлакобетонного массива, равномерное распределение материала по всему пространству формы, а также удаление воздушных включений. В результате уплотнения повышается удельный вес и прочность шлакоблочной продукции;
- подъемным приспособлением. Оно предназначено для ускоренного извлечения готовой продукции из формовочных емкостей. Существует множество конструктивных решений, позволяющих ускорить и облегчить выемку блоков. В наиболее простом варианте достаточно приварить рукоятки произвольной формы к формовочной емкости, потянув за которые можно извлечь затвердевший блок. Используя готовые чертежи, можно самостоятельно собрать рычажный механизм из подручных материалов.
 Модернизированный станок для производства строительных блоков
Модернизированный станок для производства строительных блоков
Применяемая в этом агрегате форма должна соответствовать размерам шлакоблока, который планируется изготовить. В большинстве случаев изготавливаются изделия стандартных габаритов – 0,4х0,2х0,2 м. Формовочная емкость должна иметь увеличенную на 4м5 см высоту, чтобы заформованный блок после уплотнения имел требуемые размеры. Для имитации полостей к днищу емкости можно приварить обрезки труб необходимого диаметра.
Шлакобетонные блоки характеристики и назначение материала
Одна из причин повышенной популярности шлаконаполненных бетонных блоков – низкая стоимость материала. Она связана с применением в процессе производства отходов металлургических предприятий – шлаков.
Одновременно с традиционными компонентами, портландцементом и речным песком, применяются различные заполнители:
- бой кирпича;
- щебеночный отсев;
- гранитная крошка;
- различные шлаки и пепел;
- керамзитовые частицы.
 Использование шлакоблоков в строительстве позволяет снизить расходы на сооружение стен в несколько раз
Использование шлакоблоков в строительстве позволяет снизить расходы на сооружение стен в несколько раз
Технологический процесс изготовления осуществляется различными путями:
- промышленным методом на специализированных предприятиях с обработкой изделий в сушильных камерах;
- в бытовых условиях из доступного сырья, применяя самостоятельно собранный станок для изготовления блоков.
На самодельном оборудовании можно изготавливать различные виды шлакобетонных изделий:
- полнотелые, обладающие повышенным запасом прочности. Они используются достаточно редко, так как хуже сохраняют тепло;
- пустотные, отличающиеся высокими теплоизоляционными свойствами. Для обеспечения прочности объем полостей не должен превышать 1/3 от суммарного объема изделия.
Габариты изделий определяются размерами формы. При самостоятельном изготовлении продукции размер формовочного ящика может быть любым. Однако многие отдают предпочтение стандартным габаритам, составляющим 19х18,8х39 см.
Увеличенный объем шлакобетонного блока позволяет значительно сократить продолжительность различных видов строительных работ:
- возведения капитальных стен;
- строительства внутренних перегородок.
 Он отлично подойдет для сооружения построек хозяйственного назначения, сараев, складских сооружений
Он отлично подойдет для сооружения построек хозяйственного назначения, сараев, складских сооружений
Если необходимо самостоятельно изготовить шлакоблок, станок позволяет быстро решить поставленную задачу. Полученный материал обладает множеством достоинств:
- высокими теплоизоляционными характеристиками. Благодаря пониженной теплопроводности материал предотвращает потери тепла;
- увеличенными габаритами и небольшим весом. Это позволяет легко транспортировать изделия и быстро возводить из них стены;
- устойчивостью к развитию микроорганизмов. Это достигается за счет свойств шлака, входящего в структуру блока;
- низкой ценой. Шлакоблочный станок своими руками позволяет изготовить изделия, которые дешевле покупных блоков.
К преимуществам также относится то, что шлаконаполненные блоки легко поддаются механической обработке, эффективно поглощают различные шумы, не боятся повышенной температуры.
У материала имеются и слабые стороны:
- низкая долговечность. Период эксплуатации строений из шлакобетона составляет до трех десятилетий;
- уменьшенный запас прочности. Характеристики материала позволяют возводить строения высотой не более двух этажей;
- появление трещин под воздействием сдвигающих усилий. При усадке происходит растрескивание по шлакоблочному массиву.
Для обеспечения привлекательного внешнего вида строений шлакоблочная поверхность нуждается во внешней облицовке. Указанные недостатки не останавливают застройщиков, которые желают при небольших расходах построить хозяйственное строение или малогабаритное здание за ограниченное время.
Использовать самодельные шлакоблоки можно через месяц после их изготовления
Собираем станок для изготовления шлакоблоков своими руками
Желая изготовить самодельный станок для шлакоблока своими руками, необходимо начертить или приобрести готовые эскизы, а также позаботиться о необходимых для выполнения работ материалах и инструментах.
Готовимся собрать станок для шлакоблоков – подготовка материалов и инструмента
В арсенале домашних мастеров обычно имеется требуемое оборудование и инструменты. Каталог необходимого оборудования и материалов:
- устройство электрической сварки;
- болгарка с диском для резки металла;
- набор слесарного инструмента;
- тиски;
- листы трехмиллиметрового металла;
- обрезки стальных труб;
- электрический двигатель или готовый вибратор;
- болты, шайбы, гайки для крепления деталей.
Количество металла для изготовления устройства определяется в соответствии с чертежом или эскизом, на котором указаны все размеры.
 Первым делом нарезаются заготовки из листа металла 3 мм, работать болгаркой следует аккуратно
Первым делом нарезаются заготовки из листа металла 3 мм, работать болгаркой следует аккуратно
Как изготовить форму на станок для блоков своими руками – чертежи и сборка
Для того чтобы изготовить самодельный станок для шлакоблока своими руками, чертежи и схемы потребуются как для формовочного ящика, так и для самого агрегата. Начнем с литформы.
Изготавливайте ее по следующему алгоритму:
- Разметьте контуры деталей на металлическом листе, прирежьте заготовки для изготовления формовочного ящика.
- Сварите обечайку будущей емкости, проконтролируйте соблюдение прямых углов.
- Отрежьте болгаркой куски труб, длина которых соответствует высоте шлакобетонного блока.
- Выполните вдоль оси вырезы с противоположных сторон труб, придайте заготовкам коническую конфигурацию.
- Приварите их к основанию ящика, соедините поперечной перемычкой для повышения жесткости.
- Приварите основание с коническими вставками к обечайке, зафиксируйте заглушки на торце труб.
- Изготовьте две ручки для перемещения формовочного ящика, зафиксируйте их с двух сторон конструкции.
- Изготовьте крышку формовочного ящика, выполните в ней отверстия, соответствующие размерам технологических вставок.
- Закрепите внутри ящика упоры на уровне, соответствующем высоте блока. Они выполняют функцию ограничителя для крышки.
Применение группового формовочного ящика с увеличенными габаритами повысит производительность оборудования, а применение разборной литформы облегчит извлечение.

Чертеж для изготовления станка своими руками
Как самому сделать станок для изготовления блоков
В качестве материала для изготовления используйте имеющийся в домашнем хозяйстве металлопрофиль.
Последовательность действий:
- Сварите боковины станины, соедините их перемычками.
- Изготовьте рабочую площадку и закрепите между стойками.
- Присоедините шпильки крепления вибродвигателя к площадке.
- Зафиксируйте на приводном валу мотора эксцентриковый балансир.
- Прогрунтуйте поверхность металла, затем покройте краской.
- Подключите кабель электропитания к двигателю и выполните пробный пуск.
Тщательно изучив предварительно разработанный проект и чертежи, станок для изготовления шлакоблоков своими руками изготовить несложно.
Изготовление станка своими руками
Чтобы сделать своими руками станок для шлакоблоков, потребуются следующие инструменты и материалы:
- Болгарка.
- Сварочный аппарат.
- Разметочные инструменты.
- Слесарные инструменты.
- Стальной лист толщиной 3-5 мм.
- Трубы диаметром 7-9 см.
- Профильные трубы диаметром 3-5 см.
- Электрический мотор, который будет выполнять функцию вибратора.
Порядок изготовления вибропресса:
Изготовление формы
Стандартная форма сваривается своими руками из листового металла по размерам шлакоблока. Предварительно необходимо раскроить металл болгаркой, а затем произвести примерку составных частей. Рекомендуется сразу же делать двойную конструкцию, для производства двух блоков одновременно. На пластинах, внутри формы, закрепляются трубы, служащие заполнителями пустот. Они завариваются заглушками с обеих сторон. Труб может быть две или три. Их количество зависит от используемого диаметра. Например, если диаметр труб составляет 100 мм, то размеры шлакоблока позволят разместить в нем только 2 таких трубы.
Высота труб соответствует высоте стенок конструкции. Пластины имеют высоту около 6 см. Они располагаются вертикально, в верхней части формы. Пластины не только соединяют между собой трубы, но и служат ограничителями крышки в процессе вибрирования. Они не будут препятствовать снятию формы, так как находятся в ее верхней части.
Готовая конструкция должна закрываться металлической крышкой. В крышке необходимо прорезать отверстия своими руками, диаметр которых немного превышает диаметр труб. Также на крышке приварены ручки для удобства снятия.

- основа для формы блоков

- верхняя площадка формы

- с готовой ограничительной прощадкой

- заполнители пустот (сверху вниз конусом)

- заполнители пустот вставленные в форму

- основание для крепления направляющей

- подъемный механизм станка

- ручная трамбующая пластина
Изготовление основания
Своими руками изготовить основание можно из обычной или профильной трубы. Вначале из профильных труб сваривается опорная рама, которая будет стоять на земле. К раме привариваются вертикальные стойки, соединяемые в верхней части поперечиной. Это будет одновременно ручка и опора для подъемного устройства. Форма способна свободно перемещаться на вертикальных стойках благодаря особому виду соединения со стойками.
На основании рекомендуется установить колесики. С их помощью можно будет передвигать устройство после подъема формы. Таким образом, свежие шлакоблоки будут оставаться на том месте, где были произведены, а станок будет изготавливать очередные изделия уже на другом месте.
Монтаж подъемного механизма
Такой механизм обеспечивает быстрое снятие готовых блоков из станка. Наиболее простым решением является приваривание к форме обычных ручек. В этом случае достаточно просто поднимать конструкцию своими руками, освобождая блоки. Более удобной системой является использование рычагов. На верхнюю ручку крепится рычаг, обеспечивающий поднятие формы. При этом форма перемещается по вертикальным стойкам. Подняв форму, станок перемещают на другое место.
Установка вибратора
На вибростанок крепится электродвигатель. Его можно закрепить болтовым соединением, либо изготовить для его установки специальную площадку. Такой вибратор ни с чем не соединяется, но воздействует вибрацией на залитый в станок раствор.
Оборудование для производства шлакоблока
Производство шлакоблока на специальном оборудовании не составит большого труда. Процесс отлива на станке для производства шлакоблоков происходит следующим образом:
- Подготавливается рабочая смесь, состоящая из цемента, воды и наполнителей. Последние необходимо пропустить через сито, удаляя крупные ингредиенты. Вода не должна полностью заполонить раствор, наполнитель держится на полу в сухом состоянии. Консистенция выбирается самостоятельно, в зависимости от типа производства.
- Смесь загружается в форму, уплотняется набивкой или специальным прессом для шлакоблока. В процессе необходимо следить за количеством смеси, при уплотнении она сжимается.
- После чего, приготовленный формы блок изымается из формы.

Автоматическое производство шлакоблоков
Процесс сушки происходит в естественных условиях, через 24 часа возможно перемещать готовый материал на склад. Использование в строительстве доступно в течении неделе после производства, полное затвердевание наступает в течение месяца. Специальные добавки позволяют ускорить процесс затвердевания, максимальная влажность и прямые солнечные лучи позволять твердеть шлакоблоку быстрее.
Основным достоинством производства шлакоблока является большой выбор модификаций станков, оборудования.
Существует множество конструкций, оборудования, станков для производства шлакоблоков. Самостоятельно изготовить станок представляется возможным при использовании следующих элементов:
- подготовленная шлакоблочная матрица для формовки раствора;
- необходимые материалы и инструмент;
- вентилируемое помещение с выравненным полом.
Предлагается множество разновидностей конструкций станков для изготовления своими руками, чертежи которых, доступны на просторах сети
Важно перед изготовлением подсчитать необходимые объёмы производства, для собственных нужд достаточно произвести оборудование простого типа.
Небольшой объем производиться изготовленной вручную матрицей. Материал может быть любой доступный – от твердых пород дерева до листового металла. Такой процесс требует утрамбовки материала вручную. Шлакоблочные станки имеют модификацию с вибромотором, который значительно сохранит трудовые затраты при производстве, ускорит процесс. Включенный электродвигатель с вибро конструкцией на несколько секунд позволяет заполнить объём в формы, досыпая вовремя наполнитель.
Для того, чтобы изготавливать продукт не только в использовании собственных нужд, понадобится полноценный станок для шлакоблоков. Конструкция потребует наличия в арсенале следующих инструментов:
- углошлифовальная машинка;
- сварочный аппарат;
- инструмент для разметки.
Согласно чертежам, конструкция сваривается и обрабатывается болгаркой. Устройство станка для изготовления шлакоблоков может содержать вибромотор, прикрепленный в нижней части. Для удобства выводится пульт управления и зажимной механизм.
Форма станка
Заливка подготовленной смеси производится в форму. Шлакоблочный станок, изготовленный своими руками, требует правильно размеченной формы при заливке, открытая полость готового продукта имеет в составе 30% площади. Материалы формы:
- металлический уголок;
- стальной лист 5 мм;
- трубы диаметром 8 см.
Формы шлакоблочного станка
Каркас формы приготавливается из листового металла, разметка производится в соответствии с двойным размером детали. На подвесных пластинах устанавливаются трубы для заполнения технологических пустот блоков, края станка закрываются. Роль пластин в виде ограничителя, который выступает при работе устройства вибрирования. Крышка изготавливается под форму с отверстиями, диаметр которых должен быть немного больше самих труб. Ручки, установленные с разных сторон служат для подъема и опускания механизма.
Вибростанок для производства шлакоблоков своими руками
Качество готовой продукции, быстрый процесс производства никогда не помешают в хозяйстве. Поэтому к конструкции примитивного устройства возможно добавить электродвигатель. Станок для изготовления шлакоблока своими руками собрать несложно необходимо следовать техническим указаниям. Конструкция содержит ручной пресс, вибратор и самодельную матрицу. Облегчение работы производится с применением рычажной системы.
Производство станка происходит с использованием таких же инструментов, добавляется электродвигатель малой мощности до 1 кВт. При изготовлении учитывается главный элемент – форма, от ее размеров и правильной геометрии зависит качество будущего изделия. Последовательность изготовления вибростнака:
- Из листового металла болгаркой вырезаются стенку формы. Если матрица используется при производстве нескольких шлакоблоков одновременно, важно предусмотреть перегородки.
- Труба делиться на части, с высотой чуть меньше кирпича, отверстия завариваются. Крепление производится на пластины, которые лучше всего изготовить съемными. Такая конструкция может быть использована при производстве монолита.
- Болты крепления электродвигателя привариваются к наружной стенке устройства, сверху формы монтируется металлический фартук.
- Пресс изготавливается в виде пластины, из толстого металла, отверстия просверливаются немного большего диаметра труб, чтобы обеспечить плотное прилегание к матрице по плоскости.
- На электродвигатель изготавливается эксцентрик, который возможно предусмотреть самостоятельно. На плоскость приваривается болт, вместе с гайкой, которая дает возможность регулировать колебания.
- Соединение ручки к прессу, тщательная зачистка устройства, окраска.

Вибростанок для производства шлакоблока
Произведенный станки своими руками отличаются производительностью, однако незаменимы в хозяйстве. Объем производства при постройке необходимого сооружения достаточен, позволяет избежать финансовых потерь на покупку нового оборудования.











{kind=link}