





























Преимущества и недостатки сваривания стыков ванным способом
К несомненным плюсам ванного сваривания относятся:
- Возможность использования обычного сварочного оборудования, как и для электродуговой сварки;
- Не требуется поворачивание конструкции для полноценного сваривания;
- Сваренный шов на качество можно проверить, используя гамма-лучи;
- Стыки, соединенные ванным способом без накладок, позволяют экономить электроды — на каждом от 0,5 до 2,5 кг, и по 10-60 кг металла;
- Значительная экономия трудозатрат по отношению к другим способам сваривания.
Недостатком ванного сваривания являются случаи зашлаковывания торцов стальных прутов из-за раннего отвода от места сварки тепла. Из-за этого соединение может быть лишено необходимой прочности и надежности. Чтобы уменьшить риск зашлаковки соединения, необходимо перед началом сваривания прогреть торцы прутьев, а также предпочтительно использовать формы из теплопроводных материалов.
Недостатки
- Длительная процедура подготовки;
- Возможность использования только на стационарной площадке;
- Потребляется большое количество электрической энергии;
- Повышенные требования к чистоте поверхности.
Способы сварки
Самым распространенным способом здесь является образование точек нагрева, которые находятся на торцах. Сварка арматуры может проходить при образовании нескольких таких точек нагрева. Все точки находятся на относительно небольшом расстоянии друг от друга. Ток пробегает через них, создавая высокую концентрацию температуры. Точечная сварка арматуры обеспечивает высокое соединения качество за счет большего количества образованных точек.
 Точечная сварка арматуры
Точечная сварка арматуры
Суть процесса заключается в том, что клещи контактной сварки арматуры присоединяются к стержням. Когда те соприкасаются между собой, то получается замкнутый круг электрической цепи. Благодаря тому, что стык стержней образует наибольшее сопротивление в данной контактной цепи. Соответственно, именно это поддается наибольшему нагреву. Через некоторое время концы начинают плавиться и переходить в пластичное состояние и частично в жидкое. На этом этапе и происходит соединение.
Выделяют два основных способа:
- Непрерывным оплавлением;
- Прерывистым оплавлением.
Прерывистое оплавление отлично подходит для стыков стержней арматуры, которая обрабатывалась методом горячего проката. Непрерывное подходит для арматуры класса А1. Это менее мощная технология, которая подходит для тех изделий, что не подвергались различного рода упрочнениям.
 Арматуры класса А1
Арматуры класса А1
Сварка стержней арматуры непрерывным оплавлением предполагает непрерывное воздействие электрической дуги, расплавляющей торцы. На протяжении всего процесса сваривания происходит оплавление концов до полного соединения. При прерывистом, как понятно из названия, дуга воздействует не постоянно. Аппараты для контактной сварки арматуры, как правило, поддерживают оба эти режима.
Оборудование
Для данного процесса применяют различные станки и модульные машины. Выделяют автоматические разновидности, в которых изделие зажимается в емкость самого аппарата и далее уже идет самостоятельная обработка. Также может быть техника с ручным передвижением заготовок. Если требуется создать единичный шов, то здесь большой разницы нет в том что лучше использовать. Также при сваривании единственного шва можно провести процедуру несколько раз для лучшего эффекта. Если нужна сварка сетки из арматуры, то лучше подбирать технику с ручным передвижением, так как тогда проще сваривать изделия с различными параметрами.
Материалы
Ни каких дополнительных материалов, кроме самих заготовок, здесь не требуется.
Режимы контактной сварки арматуры
Выделяются два режима, в зависимости от плотности тока. Это может быть жесткий режим, который дает большую плотность тока за относительно короткий промежуток времени. Он применяется для стержней с малым диаметром. Мягкий режим имеет меньшую плотность тока, но воздействует на деталь более длительный период. Он подходит для стержней с большим диаметром.
При сваривании непрерывным оплавлением плотность колеблется от 10 до 50 А/мм2. Длительность воздействия от 1 до 20 с.
Технология
Ручная сварка оказывается не столь эффективной как данный тип, но здесь необходимо придерживаться точной технологии. Первым делом идет подготовка поверхности. На ней не должно быть краски, ржавчины и прочих лишних вещей. Даже после обрезания газовым резаком все нужно зачистить до блеска перед свариванием.
Затем определяется режим сваривания. Здесь требуется участь такие пункты как:
- Плотность тока;
- Сила тока;
- Длительность его воздействия;
- Установочная длина заготовки;
- Давление осадки.
«Важно!Оборудование контактной сварки арматуры обладает автоматически ограниченным диапазоном воздействия по времени и его превышение может привести к дефектам сваривания.»
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
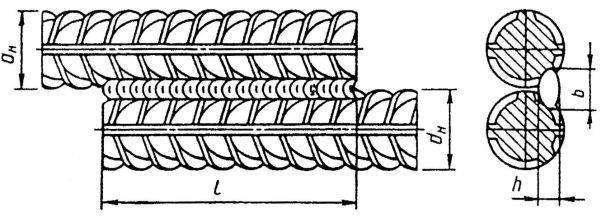
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями
Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Соединение для фундамента
Как уже было сказано ранее, наиболее активно арматура применяется в строительной сфере, в частности при капитальном строительстве. Поэтому сварка арматуры для фундамента является популярным и востребованным процессом. Фундаменты несут значительные нагрузки, поэтому их прочность должна быть на высоком уровне. Перегрев металла приводит к изменению структуры и ослаблению прочностных характеристик. Следовательно, сварка должна проводится на специализированных предприятиях либо на строительных площадках высококвалифицированными исполнителями.
 Таким образом, сварка арматуры для фундамента включает несколько этапов:
Таким образом, сварка арматуры для фундамента включает несколько этапов:
- ОТК проводит проверку качества материалов, некачественная арматура отбраковывается;
- стержни зачищаются от ржавчины и других загрязнений, подвергаются разметке и резке;
- заготовки соединяются в плоскую конструкцию путем прихватывания элементов;
- проверяется соответствие конструкции техническому плану;
- в случае несоответствия производится корректировка, в остальных случаях — определяется длина сварных швов и последовательность сваривания;
- окончательное соединение всей конструкции осуществляется также поэтапно: после сварки очередного шва следует дать ему остыть, проверить металл на наличие микротрещин.
Кроме этого, сварные арматурные конструкции применяются в малоэтажном строительстве. Следовательно, сварка арматуры для фундамента может проводится и в домашних условиях. В подобных случаях исполнителю понадобится простые сварочные устройства ручного или автоматического режима (например, инвертор).
Области использования
Применение ванной сварки распространяется на все сферы строительства и машиностроения. Поэтому предприятия, деятельность которых связана с этими отраслями, часто занимаются сварочными работами. С помощью этой технологии производят сварку элементов конструкций не только в строительстве, но и в сельском хозяйстве, автомобильной промышленности, газовой и нефтяной отрасли.
Также ванная сварка широко используется при строительстве дачных домов и приусадебных построек, квартирном ремонте во время перепланировки и других бытовых работах.
Изучив тонкости ванной сварки, Вы можете попробовать выполнить ее самостоятельно. А если у Вас есть опыт таких работ, вы можете поделиться им в комментариях к этой статье.
Виды соединения арматуры
Для надежного соединения армирующих элементов между собой используются 3 основных способа: сварка, вязка проволокой и опрессовывание. Варить арматуру можно разными способами, но этот метод имеет свои положительные и отрицательные стороны. Главный недостаток сварки — снижение прочностных характеристик арматуры в зоне разогрева. Он связан с тем, что ее прочность обеспечивается закалкой структуры, а сварочный разогрев ведет к отпуску металла.
Виды сварных соединений.
Сам сварной шов имеет повышенную хрупкость и плохо работает на изгиб, что может привести к его повреждению уже на стадии уплотнения бетона путем вибрации. Особо опасна хрупкость шва при размещении фундамента в податливых грунтах. При просадке конструкции возникают большие изгибающие усилия, которые ведут к разрушению сварного соединения. Такой эффект приводит к тому, что сваривать арматуру для фундамента в болотистой местности не рекомендуется.
Основное преимущество сварки — быстрота операции, что очень важно при больших объемах строительства. Кроме того, правильный выбор арматуры (с индексом С) позволяет значительно снизить негативные последствия и обеспечить нужное качество
На плотных грунтах способ сварки армирующих элементов остается наиболее востребованным.
Арматурные стержни можно вязать между собой с помощью стальной проволоки. Способ достаточно часто используется в частном строительстве из-за простоты и доступности. Принцип соединения основан на том, что стержни укладываются внахлест и прочно обвиваются стальной отожженной проволокой диаметром 1-1,2 мм из низкоуглеродистой стали. Такой способ не нарушает структуру металла и обеспечивает нужную прочность. Основной недостаток — низкая производительность, что ограничивает применение вязки при возведении больших фундаментов.
Метод опрессовывания предусматривает соединение стержней арматуры встык с помощью гильз, которые затем обжимаются специальными клещами.
Виды арматуры
Для создания укрепляющей арматурной сетки внутри железобетонных изделий используются стальные прутья различного вида и толщины. Это сложная конструкция, отличающаяся разнообразием входящих в ее состав элементов. К каждому из них предъявляются повышенные требования прочности и жесткости, от этого зависит целостность зданий, в которых временно или постоянно находятся люди.
Арматура по типам делится на несколько основных видов, каждый из которых имеет свои индивидуальные характеристики. Существует жесткая арматура, ею считается:
- Двутавровая арматура;
- Гнутый швеллер.
Есть так называемые, гибкие изделия, к классу которых относятся следующие виды:
- пруты с нанесенным на них рифлением;
- гладкие стержни;
- разнообразные сетки.

Горизонтальное армирование
Основные разновидности арматурной продукции, представленные в современном строительстве и обнаруживаемые на рынках мировой индустрии, таковы:
- А1. Гладкая арматура, которую выполняют из стали, она может быть горячекатаной, можно предпочесть низколегированную или углеродистую массу. Это простейший из возможных вариантов.
- А3 обладает рифленой поверхностью и очень востребована в капитальном строительстве при изготовлении стен, фундаментов, которые становятся основой различных высоток. Сталь в этих прутах обрабатывают несколькими разными способами, это придает ей дополнительную прочность.
- АТ800. Продукт, на производства которого идет очень прочная и эластичная сталь. Идеальное решение для конструкций, в которых предполагается наличие большого числа динамических нагрузок.
Точечное соединение
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением.
Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники.
Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается.
Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки.
Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно.
Ключевым узлом устройства выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
Классы арматуры и электроды
Существует большое разнообразие классов арматурных стержней. Наиболее распространенным типом является А500С. Буква «А» в обозначении подразумевает, что это горячекатаная сталь, число 500 указывает на предел текучести, «С» — арматура свариваемая. Преимущества данного типа арматуры:
- сварка арматуры А500С может осуществляется электродуговым способом;
- улучшенная прочность и пластичность;
- отсутствие хрупких мест;
- достаточно низкая себестоимость.
Электроды для сварки арматуры А500С должны быть предназначены для работы с низкоуглеродистыми сталями. Кроме этого, для данного материала следует применять сварочные материалы следующих : Э42А, Э46А, Э50А, Э55. Выбор электрода зависит от того, какой метод сварки исполнитель будет применять.
Ещё один востребованный класс — А400. Данный вид металлопроката также является горячекатаным, предел текучести составляет 400 МПа.
Следует отметить, что сварка арматуры А400 не производится.
Если существует необходимость в осуществлении сварных соединений, то следует использовать А400С — одну из разновидностей А400. Арматура А400С была создана с целью удешевления производства, а также для уменьшения количества отходов. Применяется, в основном, в малоэтажном строительстве, при обустройстве дорожного полотна и при изготовлении железобетонных конструкций.
2 Сварка арматуры ванным способом общая информация
Ванная технология обычно применяется для соединения:
- больших по диаметру арматурных изделий (от 2 до 10 сантиметров);
- стыков арматуры, расположенной в железобетонных конструкциях в несколько рядов;
- стыков фланцев, которые изготовлены из больших по сечению стальных полос.
Ванный способ отлично зарекомендовал себя для сваривания элементов крупных сооружений из железобетона, сложных арматурных каркасов, при возведении различных зданий и строений.Он гарантирует сохранение жесткости и прочностных параметров конструкции по всей ее длине при создании силового единого каркаса. Кроме того, ванная сварка может выполняться и горизонтально, и вертикально, что облегчает процесс соединения деталей без кантовки конструкции. А главное – описанный сварочный способ осуществляется стандартными приспособлениями, используемыми при обычной электродуговой сварке.

Основным условием получения высокого качества стыков при выполнении сварочных мероприятий является четкое совмещение выпусков арматурных прутков. Использование ванной технологии требует, чтобы оси свариваемых стержней не смещались по отношению друг к другу более чем на половину их сечения. Добиться указанной точности позволяет применение кондукторов специального вида, в которых расположение и геометрические показатели арматуры остаются неизменными в процессе сварки.
Суть ванного способа сварки такова: к арматурным элементам в месте их стыка присоединяется стальная форма (ее просто-напросто приваривают). В этой форме посредством электродуги формируют ванну с металлом, находящимся в расплавленном состоянии. Торцы арматуры от высокой температуры начинают плавиться, что приводит к образованию единой ванны материала сварочного шва. Впоследствии, когда металл остывает, создается требуемое сварное соединение.
Перед выполнением сварки торцы прутков и их поверхности тщательно зачищают, удаляя грязь, окалину, коррозию. Выполняется такая процедура, как правило, при помощи жесткой щетки со стальными щетинками. После этого арматура размещается соосно. При этом между торцами прутов требуется оставлять зазор, величина коего составляет менее полутора диаметров сварочных стержней.
Когда свариваются швы, расположенные по вертикали, роль формующего элемента играет штампованная листовая форма. Ее прикрепляют к нижнему элементу арматуры сваркой без применения присадочных материалов. Выполняя электродом колебательные постепенные движения (по отношению к осям прутков данные движения идут перпендикулярно), производят заплавление стыка по всему его сечению.
Образующийся шлаковый излишек нужно удалить, используя специальный черпак. После этого окончание верхнего арматурного прута присоединяют к нижнему стержню, а затем направляют наплавленный металл в форму. Выпуск шлака производится посредством прожигания в стенке формы отверстия (прожиг выполняется электродом). Впоследствии их снова заваривают.
Меры безопасности
 Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
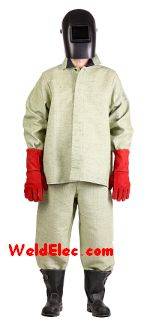
Исполнитель в обязательном порядке должен использовать средства защиты: маска, спецодежда и .
Оборудование должно быть исправным и иметь заземление. Недопустимо проводить сваривание в условиях высокой относительной влажности.
Особого упоминания требуют меры безопасности при проведении сварочных работ на высоте.
Как следует осуществлять на высоте
Сварочные работы на высоте следует выполнять в соответствии с правилами техники безопасности. Следует особо подчеркнуть несколько важных моментов:
- сваривание арматуры на высоте необходимо осуществлять с лесов, подмостей, навесных люлек или приставных лестниц, имеющих площадки с ограждениями и настил из несгораемых материалов;
- при невозможности установки вышеперечисленных средств, работы можно вести с ранее смонтированных конструкций с ограждениями, к которым можно прикрепить предохранительные пояса (они применяются при работах на высоте свыше 1,5 метров);
- при выполнении работ в несколько ярусов, необходимо присутствие ограждающих устройств. Щиты и настилы предотвращают попадания брызг металла и искр на работающих на нижних уровнях;
- сварщик должен использовать специальные приспособления для переноски инструментов и электродов, а также для сбора огарков;
- сварочное оснащение должно иметь защитное от брызг, пыли и осадков исполнение;
- если его нет — следует соорудить навес из несгораемых материалов;
- если никакой защиты нет, то сварочные работы во время дождя и снега не ведутся;
- также работы прекращаются при гололедице и при ветре более 6 баллов;
- кроме этого, существует порог по температуре, мороз ниже -30 градусов, работы проводить нельзя;
- доступ к оборудованию должен быть безопасным и свободным;
- если при работах используется несколько источников питания, то их следует располагать не ближе о,35 м. друг к другу;
- сварочный трансформатор и ацетиленовый генератор должны находится на расстоянии 3 м. друг от друга;
- сварочные провода следует располагать на расстоянии не менее 1 м. от трубопроводов с горючими газами;
- транспортировка газовых баллонов осуществляется на специальных тележках или носилках, а подъем их на высоту нужно выполнять с помощью грузоподъемных механизмов в специальных крытых контейнерах;
- баллоны при эксплуатации их на высоте должны находиться в специальных контейнерах, которые обеспечивают надежное крепление, исключают возможность падения баллонов с высоты, а также попадания на них брызг металла;
- кислородные баллоны, редукторы и рукава при хранении и эксплуатации не должны соприкасаться со смазочными материалами, жирами и промасленной одеждой;
- не допускается совместная транспортировка кислородных баллонов и баллонов с горючими газами;
- длина рукавов не должна быть больше 30 м.;
- исполнители должны иметь сертификацию на проведение соответствующих работ.
Особенности контактной сварки арматуры
Контактная сварка – один из популярных способов соединения арматуры в производственных условиях в механизированных и автоматизированных режимах. Его основное преимущество – высокая производительность. Для контактной сварки используют стационарные или передвижные, в том числе подвесные, аппараты.
Недостатки:
- Возможность осуществлять только на специализированном оборудовании в условиях промпредприятия.
- Крупные габариты оборудования.
- Значительная энергоемкость процесса.
Соединение двух стальных стержней осуществляется следующим образом:
- прутки размещают между медными электродами;
- стержни плотно сдавливают в месте контакта;
- в месте контакта сильным кратковременным электроимпульсом создается температура, превышающая температуру пластической деформации;
- происходит оплавление соединяемых зон.
Контактной сваркой арматуру соединяют двумя способами: наложением прутов друг на друга или встык. Стыковой способ применяют для арматурных прутов с гладкой поверхностью, диаметром от 14 мм, с поверхностью периодического профиля – от 32 мм. При наложении арматуры друг на друга применяется точечная сварка в нескольких точках. На качество соединения существенно влияет степень чистоты стыкуемых концов.

Комплект оборудования
Сварка ванным способом — очень удобный метод, поскольку не требуется какого-то специального оборудования. Вам достаточно иметь в своем арсенале сварочный аппарат, способный работать на постоянном токе от бытовой розетки и выдающий большие значения сварочного тока. Как вы понимаете, это обычный инвертор средней ценовой категории. Для этого подойдет и небольшой компактный сварочник, предназначенный для бытовых целей.
Что касается ванночек, то их необходимо приобретать исходя из того, какое соединение вам нужно, и какую деталь вы собираетесь варить. Мы можем посоветовать ванночки С14-Мn, С15-Рс и С16-Мо для горизонтальных соединений. Также учитывайте, что чем ванночка длиннее, тем качественнее получится соединение, поскольку вы сварите больший объем металла.

Помимо этого у ванночек есть своя допустимая рабочая температура. Перед сваркой убедитесь, что температура плавления ванночки выше, чем температура плавления арматуры (или любого другого изделия, с которым вы собираетесь работать).
Ванную сварку можно комбинировать с другими методами соединения металлов. Например, со сваркой в среде защитных газов. В таком случае вам дополнительно понадобится баллон с инертным газом, например, аргоном. Также вы можете использовать в своей работе покрытые плавящиеся электроды. Новичкам советуем электроды МР-3 и АНО, они есть во всех магазинах и стоят недорого. Диаметр электрода подбирайте исходя из толщины металла.
Если нужно сварить ответственные металлоконструкции, то лучше приобрести электроды марки УОНИ. Не лишним будут средства индивидуальной защиты. Такие как маска (лучше купить ), роба, перчатки и подходящая обувь, которая не будет проводить ток. Экипировка нужна прежде всего для вашей безопасности.
Алгоритм одноэлектродного метода
 Для выполнения работ по закреплению различных изделий из арматуры А500С, самым лучшим способом будем ванная сварка при помощи медных накладок. Такая сварочная ванна выполняется без канавок для удержания металла, но внутренняя часть изготовлена с гладкой поверхностью, что позволяет легко пристыковывать арматуру.
Для выполнения работ по закреплению различных изделий из арматуры А500С, самым лучшим способом будем ванная сварка при помощи медных накладок. Такая сварочная ванна выполняется без канавок для удержания металла, но внутренняя часть изготовлена с гладкой поверхностью, что позволяет легко пристыковывать арматуру.
Метод применяется при монтаже конструкций, находящихся под воздействием статических, вибрационных нагрузок. Сварочные аппараты могут использоваться с питанием от постоянного и переменного токов, главное, они должны быть достаточной мощности и производительности.
Ванную сварку начинают от одной из сторон, постепенно продвигаясь к центру. Электрод должен продвигаться медленно, совершая кольцевые движения или полумесяцем. Такой способ обеспечит равномерное заполнение полости ванночки и прогрева основного металла.
При плавлении, электрод опускают, обеспечивая образование наиболее короткой дуги. Металл поднимается к верхней кромке ванночки, полностью покрывая арматуру. После этого ванная сварка считается оконченной. Когда шов остынет, можно производить подгонку деталей.
При остановке ванной сварки надо обязательно отбить шлак и зажечь дугу на готовом крае шва. Это даст возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места нужно очистить от шлака и проварить снова.
Многоэлектродный метод
Отличительной особенностью многоэлектродного метода ванной сварки является соединение нескольких электродов на специальную пластину, гребенку, которую вставляют в держатель.
Рукоятка держателя вынесена в сторону от корпуса и сварочной шины. Для ванной многоэлектродной сварки используются аппараты переменного тока.
Такая конструкция работает по принципу сварки одноэлектродным методом. Дугу зажигают с одной стороны, продвигаются ко второму краю. Следует помнить, что заканчивать шов лучше посередине накладки.
Расплавив конец арматуры, переходят ко второму концу. Движения электродов для наполнения шва точно так же производятся по кругу или полумесяцем, постепенно опускаясь при плавлении набора электродов.
Для усиления шва рекомендуется периодически опускать электроды в сварочную ванну. Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.
При возникновении неудобного проведения сварочных работ и угла наклона держателя, зазор между стержнями не делают и соединяют их вплотную друг к другу.
При проведении ванной сварки в вертикальном положении, электроды ведутся без сильного наклона, пластина не отклоняется от перпендикулярного положения.
Для такого способа применение стальных неразборных ванночек достаточно редкое явление. Они применяются при невозможности установки специализированных накладок. Наиболее часто используются металлические разборные или выштампованные накладки.
Необходимо обратить внимание на несколько основных моментов. В случае грамотного, аккуратного и качественного проведения сварочных работ с применением соединения арматуры ванным способом, получается прочный, надежный сварочный шов
Он позволяет пользоваться металлоконструкциями и бетонными узлами долгое время. Это обусловлено сохранением гибкости и прочности арматуры в месте сборки. Главное, чтобы работы по ванной сварке производились высококвалифицированными специалистами при соблюдении технологии проведения сварки.
Плюсы и минусы ванного способа
Способ ванной сварки арматуры, как и любая другая выполняемая при строительстве зданий работа имеет свои плюсы и минусы. Она может предложить следующие преимущества. Для выполнения этого вида соединения арматуры можно использовать совершенно обыкновенные сварочные приспособления. Не придется докупать какие-то дополнительные присадки и аппараты. Она прекрасно соединяет между собой крупные и относительно гладкие элементы.
Во время выполнения работ нет необходимости поворачивать конструкцию. Качество сварки очень легко определяется с помощью гамма-лучей. Если сравнить этот способ с теми, где есть необходимость в использовании накладок на стыки, то получается заметная экономия арматурной стали. Она составляет от полукилограмма до 2,5 килограммов.
Кроме того, при работе с ванной, шкал и пузырьки воздуха стремятся наверх, к металлу, что положительно влияет на качество формируемого при работах сварного шва.
Как недостатки можно посчитать необходимость постоянно поддерживать металл в жидком состоянии, из-за чего замена уже непригодных для сварки электродов должна производиться как можно быстрее. Также слишком быстрое остывание расплавленного металла может привести к повышенному шлакообразованию, что скажется впоследствии на качестве и прочности всего полученного в результате сварки шва. Кроме того, металл периодически должен успокаиваться, что приводит к необходимости периодически закорачивать электроды при работе.
Способы соединения арматуры
Производство блоков жби для возведения бетонных домов, монолитное строительство и изготовление фундаментов – это основные места использования арматуры.
Обладая невысокой ценой при надежных характеристиках материала, метод ванной сварки удовлетворяет всем требованиям строительства и монтажа металлоконструкций. Ванную сварку используют также для соединения рельсов, валов и других деталей со сплошным профилем.

Согласно нормам ГОСТ – 14098 от 1991 года для изготовления фундаментов, плит перекрытий и балконов, а также других жби изделий, разрешено сваривание участков из металлических стержней для армирования и надежного сцепления бетонных конструкций. В современном строительстве применяют несколько видов неразъемного соединения армирующего слоя:
- с применением полуавтоматической ;
- ванно-шовного способа соединения;
- ручной электродуговой сварки;
- контактной;
- ванного метода соединения.
С применением на стыке специальной ванночки, неразъемного соединение А500С и остальных марок и размеров, процесс выполнения и стыковки значительно облегчается.
Свойства арматуры
Основным материалом для изготовления данных конструкционных элементов является углеродистая сталь. В зависимости от особенностей самого изделия она может быть нескольких марок, что существенно влияет на свариваемость. Если применяется сталь группы Б, то она должна содержать не более 0,25% углерода в своем составе. В данном случае требуется повышенная надежность создания самого соединения. Ее применяют для металлоконструкций.
 Арматура их стали группы Б
Арматура их стали группы Б
При использовании таких марок как ВСт(1-3), в которых содержится повышенная концентрация марганца, во время сварки нужно использовать дополнительное раскисление. Такая же ситуация обстоит и со сталью марок БСт(1-3). ГОСТ на сварку арматуры здесь остается прежним, вне зависимости от выбранной марки металла.
 Арматура из стали марки БСт(1-3)
Арматура из стали марки БСт(1-3)
При работе с низколегированными составами не возникает серьезных проблем, так что для их соединения потребуются стандартные электроды, которые обладают максимально схожим с арматурой составом. Если использовался технически упрочненный металл, то такие изделия лучше не варить, так как в зоне шва металл будет разупрочняться, что приведет к его поломке.
 Низколегированная сталь
Низколегированная сталь
Низкоуглеродистые сорта относятся к хорошо свариваемым, так как сам углерод, если его содержание ниже 0,2%, не оказывает столь негативного действия на шов, как при более высоких концентрациях. Чем выше его содержание, тем больше требуется дополнительных технологических операций и расходных материалов для создания качественного соединения.
Применяемое оборудование
особого оборудования не требует. Она может проводиться при наличии:
- Сварочного аппарата, служащего для понижения напряжения 220 вольт и создающего постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и имеет много дополнительных функциональных режимов. Сейчас выпускаются аппараты небольших размеров, которые можно использовать дома. Они отличаются высокочастотным напряжением в сотни КГц, преобразующим ток в постоянный.
- Скобы-накладки (ванночки), которые подбираются в зависимости от вида шва и характера свариваемых изделий. Для горизонтальных соединений, например, используются скобы типов С14-Мn, С15-Рс, С16-Мо.
- Для обеспечения защиты расплава в сварной ванне иногда требуется дополнительно создавать среду из инертного газа, т. к. этого требуют характеристики соединяемых материалов. Для этого используют небольшие баллоны с инертным газом, которые есть в продаже.
- Плавящиеся электроды с покрытием из стальных, алюминиевых, медных и других сплавов. Для рядовых работ подойдут стержни марок МР-3 и АНО диаметром 2-4 мм, которые всегда есть в продаже. Для конструкций ответственного назначения используют стержни УОНИ.
- Защитная маска (). Удобнее для работы маска, которую закрепляют на голове. Также нужна специальная одежда и перчатки, защищающие от ультрафиолетовых лучей и брызг расплавленного металла.
Предлагают арматуру варить а не вязать
на жби варят контактной сваркой
Стационарная машина вертикального типа, с пневматическим приводом хода верхнего электрода. Предназначена для контактной точечной сварки деталей из листовой низкоуглеродистой стали, легированных сталей, алюминиевых и титановых сплавов, латуни, крестообразных соединений арматурных стержней, из стали классов: А1, А2, В1, А3 (кладочная, арматурная, дорожная, забортная и сварная сетка).
варить можно.
только добавь 30% от проекта конечно, варить можно. неужели кто-то думает, что армокаркасы в мосты и прочее собираются на вязочной проволочке? А потом монтируются мощными кранами. все можно, не вопрос. но за все надо платить.
пусть конструктор посчитает, на сколько нужно увеличить мощность армирования при условии сварного способа сборки каркаса. примерно это 30%, если колхоз-строй — просто номинал добавляешь, да и все. а еще лучше — послать предложившего в пеший эротур.
пофигу.
Можно варить, можно вязать проволокой или хомутами.
На самом деле — пофиг.
Все это нужно только для того, что бы во время заливки не нарушить структуру армирования бетоном.
Сварка, понятное дело, обходится дороже.
Тока вчера вязал ее и думал Ведь на стройках то везде варят!
Ну на нормальных, а не тех, где узбеки и им подобные.
не везде а только там, где это предусмотрено проектом. в самом общем случае, если арматура толщиной в руку, да из нее армокаркас колонны собирается на земле, а потом пмонтируется краном, то там связать и не получится. приходится закладывать большую мощность армирования еще в проекте. а всякие нормальные объекты, типа лежачих плит, вяжут тока в путь даже на самых-рассамых пафосных стройках.
узнай марку стали у их арматуры явно не ХРЖ, что на рынках и металлобазах лежит)
Сварка ванным способом
Техника сочленения ванным способом используется для соединения прутьев большого диаметра (2-10 сантиметров), арматурных стыков в разных рядах; стыков огромных стальных полос. Как можно понять из описания, этот способ подходит для крупных конструкций при возведении зданий. Он дает необходимую жесткость всей конструкции.
Для того чтобы максимально качественно выполнить соединение этим методом, необходимо очень аккуратно и точно совмещать арматурные стыки. Смещение в этом случае должно составить не более половины диаметра входящего в состав соединения прута.
Ванное соединение можно сделать при помощи одного электрода для мест схождения гладких стержней до 32 миллиметров диаметром или гребешком, составленных из некоторого количества электродов для прутьев в 80 миллиметров диаметром. Для сварки понадобятся трансформаторы, производящие переменный ток или приспособления для генерации постоянного.

Сваривание арматур
При проведении одноэлектродной процедуры необходимо использовать скобы для подкладок, выполненные из стали штампованным методом. Многоэлектродная сварка потребует уже составные прокладки, также сделанные из штампованной стали.
При присоединении таким образом к стыкам разных элементов арматуры приваривается стальная форма, в которой электродуга создает ванну с расплавившимся от высокой температуры металлом. Это приводит к формированию необходимого для соединения варочного шва, который после остывания создаст требуемую конструкцию.
Перед тем как начинать варить элементы, необходимо зачистить торцевые части каждого из прутов от образований вроде ржавчины и окалины. Для этого используется специальная металлическая щетка. Затем элементы свариваемой детали помещают друг к другу максимально корректно, оставляя небольшое расстояние между прутьями на торцах для формирования шва.
Вертикальные швы при обработке формируются при помощи листовой формы, выполненной методом штамповки. Ее без вспомогательных средств приваривают к нижней части арматуры, а потом доделывают шов вдоль всего сечения. Для того чтобы сохранить арматурную сетку от деформации в последующем, нужно озаботиться, чтобы длинные прутья перед началом работ получили так называемый «обратный прогиб».
Появляющийся в ходе работы шлак необходимо удалять с участием особого приспособления. Затем верхний прут приваривают к нижнему пруту и заливают металлом. В форме выжигается отверстие для выхода шлака, а затем его снова заделывают.
Сущность электрической сварки элементов арматуры
В строительстве зачастую применяются в основном железобетонные конструкции со сборными элементами. Использование монолитных железобетонных конструкций встречается реже.
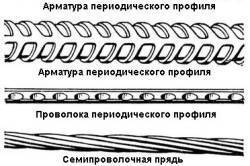
Схема видов арматуры.
Любое соединение частей железобетонной конструкции, например, решетчатых или угловых элементов, а также взаимных соединений и их закладных элементов, должно выполняться с помощью электрической сварки. Это относится и к арматурным соединениям железобетонных монолитных конструкций.
Зачастую используют арматурные стержни, имеющие винтообразные очертания. Применение данного профиля помогает улучшить процесс сцепления бетона со сталью, что оказывает влияние на состояние несущей способности арматурных стержней, повышая ее.
В строительной индустрии получило распространение использование арматуры (марка стали Ст.5), а не только низколегированных сталей. Сталь, которая является термообработанной, в железобетонной арматуре встречается на практике реже. Только высокопрочную сталь можно подвергать сварке.
Какими методами создания сварных соединений арматуры можно воспользоваться
Сварку арматурных каркасов выполняют несколькими методами. Выделяют следующие виды арматурной сварки:
Вязка арматуры крючком.
- Электрошлаковая полуавтоматом.
- Ручная электродуговая.
- Ванно-шовная.
- Контактная.
- Ванная.
Сварные соединения арматурных стержней существуют трех типов (по ГОСТу 14098-91), они бывают:
- Тавровые.
- Стыковые.
- Нахлесточные.
Осуществляя сварку решетчатых конструкций, можно получить равнопрочное сварное соединение арматуры по отношению к основному металлу. Применение контактной стыковой сварки с целью создания соединений арматурных стержней встык, сварки уголка целесообразно, если размеры диаметров стержней являются разными или равными. Это характерно для сварки уголка, арматурных стержней, изготовленных с использованием таких материалов, как холоднотянутая проволока (углеродистая сталь диаметром от 3 до 10 мм), стали горячекатаные периодического профиля (марки Ст.5, диаметром от 10 до 80 мм), стали горячекатаные низколегированные круглого проката, периодический профиль и прочные стали.
Сварка арматуры требует сохранять различия в диаметрах армированных стержней, которые являются равными не более чем 1,25-1,50. Контактная точечная сварка осуществляется при соединении различных арматурных элементов, к примеру, узлов сеток либо каркаса.
Если при сварке точечным типом соединяют арматурные элементы круглого и периодического профиля, то можно соединить прутки, диаметр которых составляет от 5 до 50 мм. Зачастую создание соединений круглых стержней производится на основе плоских элементов. Иногда возникает необходимость сварки уголка, который может иметь направление под прямым или острым углом к прутку.
Арматурный стержень периодического или круглого профиля с плоскими элементами может быть рационально соединен при наличии 2-3 сварных точек. Увеличивать число сварных точек нет необходимости.
Сварные каркасы являются более жесткими и транспортабельными, чем вязаные. Вязку арматурного каркаса с помощью проволоки применяют на практике редко. При сварке элементов арматуры обеспечивается экономия материала, повышается качество стержней, снижается трудоемкость процесса и стоимость создания арматуры.
Если требуется производить сварочные работы, используя стыковую машину контактного типа, то это производится на основе непрерывного оплавления либо путем оплавления с подогревом. Применение способа сварки на основе первого способа не предполагает необходимости обрабатывать торцы стержней, которые должны быть приведены в соприкосновение. Это происходит путем их зажатия в губках машины при одновременном поступлении тока. В результате получается расплавление и выравнивание выступов торцов. Они должны разогреться в процессе оплавления до пластичного состояния. После этого они становятся подверженными не только сжатию, но и осадке.
Преимущества и недостатки
Способы полуавтоматической сварки.
Достоинства у ванного способа сварки серьезные:
- Нет необходимости в приобретении специального оборудования, это очень демократичная технология со всех точек зрения.
- Возможность работать с любым положением стыков в пространстве.
- Возможность сооружения чрезвычайно прочного каркаса без риска снижения ее жесткости.
- Финансовая экономность способа.
- Возможность применения в кустарных условиях.
Недостатки больше похожи на технические требования, но мы по-честному перечислим здесь:
- Поскольку металлическое содержимое в ванне все время должно быть в жидком состоянии, процесс варки приходится делать и поддерживать непрерывно. Никаких замен электродов. Иногда это сделать весьма непросто.
- Еще одно жесткое технологическое требование – соблюдение точного температурного режима, иначе может пострадать качество шва.
- Охлаждение должно быть только постепенным, чтобы не было слишком много шлакового слоя.
Накладки для ванной сварки арматуры
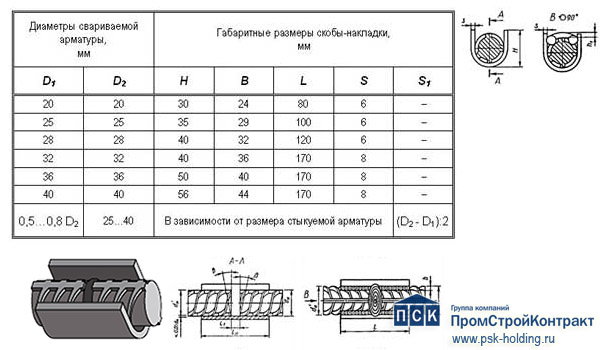
Литые или штампованные формочки доступны в разных размерах как по длине, так и по диаметру. Подбирать их следует в соответствии с размерами арматурных стержней. Указанные заготовки изготавливаются и стали и меди. При этом если стальные ванночки используются в качестве разового расходного материала, медные заготовки могут применяться неоднократно.
Соблюдение техники безопасности
Как и при ведении любого другого вида сварки, здесь необходимо строго придерживаться правил электробезопасности
Следует помнить, что сварочные операции ведутся с использованием повышенных токов, что требует уделить особое внимание качеству заземления, контролю оборудования и расходных материалов.
Сварщики должны быть оснащены полным комплектом индивидуальных средств защиты – маской, щитком, диэлектрической обувью и рукавицами, одеждой из огнеупорных тканей. Территория, где проводятся сварочные работы, должна быть оборудована средствами пожарной безопасности.
Особенности применения арматуры
Главная задача любого фундамента — обеспечение устойчивости сооружения в любых условиях эксплуатации. На него в течение очень длительного срока действует постоянная нагрузка, обеспеченная весом сооружения; а также периодические экстремальные нагрузки, вызванные поведением грунта (промерзание, просадка, подвижка и т.д.), ветровыми (вплоть до урагана) воздействиями, природными явлениями (землетрясение) и т.п.
Схема сварки арматурных соединений.
Эти факторы приводят к возникновению значительных сжимающих, растягивающих, изгибных и сдвигающих напряжений. В таких условиях, несмотря на высокую прочность, бетонный монолит не способен противостоять нагрузкам без деформации и повреждения, так как имеет недостаточную прочность при изгибающих и растягивающих усилиях.
Для повышения длительной прочности бетонного фундамента применяется его армирование с помощью металлической арматуры. Армирование решает следующие задачи:
- Воспринимает на себя растягивающие и изгибные усилия.
- Не допускает деформации бетона.
- Перераспределяет нагрузки.
- Повышает общую механическую прочность конструкции.
Способы
Существует несколько методов сварки арматуры. Каждый способ применяется в зависимости от конкретной ситуации и для решения определенных задач.
Электродуговая сварка
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток — соединения, созданные этим методом, не способны выдерживать повышенные нагрузки. Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.

Внахлест
Следующий метод — сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой — снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.
Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. — электроды диаметром 5 мм.
Важно! Данная технология не применяется для сваривания стали, диаметр которой превышает 20 мм.
Встык ванным способом
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка (скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.
 Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа — возможность работы с арматурой большого диаметра — 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Как производят сварку на основе оплавления с подогревом и внахлест
Стыки сварных арматурных сеток внахлёстку без сварки в одной плоскости поперечных стержней.
Сварка методом оплавления с подогревом, который часто применяется с целью стыковки прутков диаметром 50 мм и больше, связана с периодическим сближением и разъемом стержней.
Прутки арматуры должны быть сделаны из низколегированной или высокоуглеродистой стали. При этом небольшая пауза позволяет прогреть концы прутков, поэтому можно сделать наилучшую процедуру оплавления, осуществив уменьшение расходов электроэнергии.
Сварка внахлест может быть произведена с учетом двух рельефов и швов, в итоге предполагается использование электродуговой сварки ручным способом. Сварное соединение таврового типа должно иметь инвентарную форму. При этом в ванне используется только один электрод. Если сварка осуществляется под флюсом, то применять присадочную проволоку нет необходимости.
Сварочные работы с применением стержней арматуры в углекислом газе могут проводиться ручным способом, а также механизированным. Сварка осуществляется контактно при непрерывном оплавлении арматуры при сопротивлении. Создание стыковых соединений предполагает ручные способы.
Чаще всего можно встретить следующие виды стыковых соединений:
- с использованием одного сварочного стержня для соединений деталей, спаренной арматуры;
- механизированный метод на основе электрической дуги и ;
- применение ручной дуговой сварки, которое обеспечивает создание одинарных и многослойных швов.
Как применяют ванную технологию сварки
Ванную технологию удобно использовать:
- Если арматурные изделия являются крупными по размеру диаметра (2-10 см).
- Если арматуру располагают несколькими рядами в виде решетки.
- Если стыкуемые фланцы сделаны с использованием полос стали с наибольшим сечением.
идеально подходит для создания соединений элементов крупных железобетонных сооружений.
Устройство инверторного сварочного аппарата.
Если требуется соединить арматурные каркасы сложного типа, то ванный способ является подходящим. Он используется в процессе возведения разных строений. Ванный способ позволяет сохранить жесткость и прочность конструктивных свариваемых элементов по всей их длине. Это помогает созданию единого силового каркаса.
Ванный тип сварки выполняют на основе горизонтального или вертикального способа. Это помогает облегчить процедуры создания швов, не производя кантовки конструкции. Использование сварочного способа, предполагающего ванный метод сварки, производится с помощью стандартных приспособлений, применяемых в процессе сварки электродуговым способом.
Основным условием, связанным с получением стыков, имеющих высокое качество в процессе выполнения сварки, является тщательное совмещение выпусков стержней арматуры. Правильное применение технологий ванной сварки требует, чтобы оси прутков арматуры не были смещены друг относительно друга больше чем на половину размера сечения прутков. Стыковка такой точности может быть получена, если использовать кондукторы. Арматура должна находиться в постоянном расположении и иметь постоянные показатели.
Ванный метод сварки армокаркасов сводится к следующим действиям. В местах стыка арматурных элементов присоединяют стальные формы, приваривая их. Электрической дугой производят формирование ванны, а также расплавленного металла. Наличие высоких температур вызывает расплавление торцов арматуры, после чего происходит образование единой ванны материала сварного шва.
Когда обрабатываемый металл уже застыл, производят необходимую сварку уголка или других соединений. При выполнении сварки торцов стержней производят процесс тщательной зачистки их поверхностей. При этом удаляется грязь, окалина с коррозией. Осуществлению данной процедуры может помочь щетка со стальными щетинками. Затем арматуру размещают соосно, оставляя зазор между торцами прутов, величина которого может составлять не меньше 1,5 диаметров сварочных стержней.
1 Сварка арматуры ГОСТ 1409891
В настоящее время сварка металлических стержней, используемых в качестве армирующих элементов для различных железобетонных конструкций (фундаментные блоки, балконные плиты, плиты перекрытия и так далее), выполняется несколькими способами. Существуют следующие :
- электрошлаковая полуавтоматическая;
- ванно-шовная;
- электродуговая ручная;
- контактная;
- ванная.

Госстандарт 14098 определяет конструкцию, виды и геометрические параметры соединений, получаемых при помощи контактной и .
Данный документ распространяется на стальные стержни, которые имеют сечение не более 30 и не менее 4 миллиметров, а также на металлическую проволоку с сечением свыше трех миллиметров.
Сварные соединения арматуры (ГОСТ 14098–91) могут быть трех типов:
- нахлесточными;
- стыковыми;
- тавровыми.

Соединение нахлестом выполняется по двум рельефам и швами (), тавровая – в инвентарной форме (с применением одного электрода в ванне), под флюсом (присадочная проволока не используется), механизировано и вручную (в атмосфере углекислого газа), контактно (непрерывным оплавлением арматуры и сопротивлением). А вот стыковые соединения осуществляются разными способами. Наиболее часто встречающие из них таковы:
- в комбинированных формующих и несущих деталях спаренных арматурных прутков одним сварочным стержнем;
- в инвентарной форме;
- механизированным методом при помощи электродуги и порошковой присадки (проволоки);
- ручная дуговая одинарными и многослойными швами.
Технология ванной сварки
Как и все процессы, технология ванной сварки делится на два этапа: подготовка и сама сварка.
Подготовительный процесс
Сюда входит две операции:
- Очистка концов арматурных стержней металлической щеткой до блеска. Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце.
- Приварить к нижним плоскостям стыкуемых стержней точечной приваркой инверторную форму. Она будет создавать емкость, в которой будет собираться расплавленная сталь.
Основной этап
Сразу надо оговориться, что основной металл, который будет заполнять собой ванночку – сталь арматуры. Поэтому электрод подводят к торцу одного из стержней и начинают его расплавлять, двигая расходником по всей площади торца: круговыми движениями или из стороны в сторону. Затем работа переходит на противоположный торец соединяемой арматуры. И так поочередно до полного заполнения ванночки расплавленным металлом.
Внимание! Все движения должны быть легкими, потому что расплавка производится при высоких токах. К примеру, если используются электроды диаметром 7-8 мм, то к ним подается ток силой 400-450 ампер
Видео:
Сварка арматуры продолжается до тех пор, пока расплавленная сталь не закроет собой соединяемые стержни. На этом работа не заканчивается, надо правильно провести окончательные манипуляции, чтобы равномерно еще раз прогреть весь собранный в форме металл для равномерного его остывания. Просто электродом вращают между концами соединяемой арматуры, но не сильно. Теперь можно заканчивать процесс ванной сварки.
Даже самая небольшая по объему ванночка не заполниться металлом, если используется для расплавки один электрод. Как минимум, будет израсходовано 4-5 расходников. Поэтому сварщик, который выполняет данный вид сварки, должен обладать опытом и навыками, где основной – скорость замены электродов. На это выделяется не более 5 секунд. После этого временного периода сталь просто начнет застывать. И все проделанные манипуляции – ноль. Неравномерно остывающий металл – снижение качества соединения.
Способы сварки арматуры
Сварка таких металлических стержней для обустройства фундамента или иных целей может выполняться различными технологиями. Каждый из таких способов сварки имеет свои определенные недостатки и преимущества. Необходимо правильно выбирать ту или иную технологию, что и позволит существенно упростить выполняемые работы и обеспечить необходимую прочность конструкции.
Контактная сварка арматуры
Контактная сварка выполняется с помощью специального оборудования, которое обеспечивает непрерывное оплавление. При таком контактном методе работы не требуется проводить дополнительную обработку стержней и торцов изделия. Во время сварки торцы зажимаются в станке, после чего на них подается ток и начинается оплавление металла стержня. Необходимо учитывать тот факт, что такой контактный метод сварки может использоваться исключительно с толстыми заготовками. Современные установки для отличаются повышенной мощностью, что позволяет расплавлять торцы стержней любой толщины. Шлак при этом выдавливается автоматически, а полученное соединение отличается максимальной прочностью.
Дуговая сварка арматуры
Электродуговая технология может применяться с изделиями большого диаметра. Необходимо в данном случае использовать электроды, которые по своему составу соответствуют свариваемым элементам. Также вам необходимо использовать в работе мощный трансформатор. Такая технология соединения используется при монтаже каркаса, металлоконструкций и производстве сетки.
Сварка внахлест арматуры выполняется одним или двумя фланговыми швами. Для выполнения такой работы могут потребоваться круглые накладки. Использование таких накладок увеличивает в два раза количество фланговых швов. Для обеспечения качественного соединения длина шва в данном случае должна быть не меньше десяти диаметров стержня.
Ванная сварка арматуры
В том случае, если необходимо выполнить соединение заготовок толщиной больше 2 сантиметров используются специальные ванночки для сварки. Такие ванночки не позволяют растекаться расплавленному металлу. Сварка арматуры встык выполняется в медной съемной ванне. При этом зазор между стержнем при выполнении сварки составляет не больше 80% диаметра арматуры. Соединение выполняется с использованием электродов, которые приближены по своему составу к основному материалу.
В последние годы распространение получил электрошлаковый метод, который позволяет существенно снизить расход электродов и уменьшает стоимость выполняемой работы. Стержни выкладывают в медную форму, между концами арматуры оставляется небольшой зазор. В последующем такой зазор заполняется флюсом, а для расплавления подается электрический ток. Рабочий ток расплавляет основной металл, что обеспечивает прочное соединение металлических элементов.
Выбор режима работы
Следует сказать, что качество выполненной сварки во многом зависит от того насколько правильно подобрано оборудование и его режим работы. Увеличение или уменьшение показателей сварочного тока приведет к существенному ухудшению качества соединения. Выбирать те или иные режимы сварки необходимо с учетом диаметра прутка арматуры, класса используемой стали и ряда других важных характеристик.
Общая информация
Ванная сварка — метод соединения металлов с помощью специального u-образного приспособление. Его называют «скоба накладка для сварки арматуры» или «ванночки для сварки арматуры». Отсюда, кстати, и название технологии. Концы арматуры помещаются в скобу-ванночку и расплавленный металл заполняет ее до краев. Затем металл застывает, образуя прочное соединение.
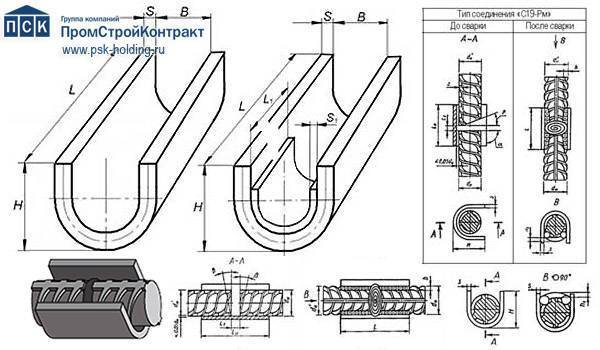
Чтобы металл не растекался с торцов ванночки устанавливают специальные ограничители. Большинство скоб-ванночек изготавливаются из низкоуглеродистой стали. После сварки ванночка становится единим целым с арматурой и расплавленным металлом. Также существуют съемные ванночки для сварки арматуры, их изготавливают из меди и ее сплавов, керамики и графита. Такие скобы можно использовать многократно, что очень удобно.
Сварка выполняется с применением одного или нескольких электродов. Технология ванной сварки позволяет соединять арматуру в любом пространственном положении, кроме потолочного. Скоба должны быть больше, чем диаметр арматуры. От краев ванночки до детали должно оставаться не менее полутора сантиметров. Если вам необходимо выполнить ванную сварку в сложном положении, например, вертикальном, то нужно соблюсти некоторые особенности.
Для работы нужно использовать одноразовую скобу из стали. Ее нужно предварительно приварить к детали, которая расположена снизу. Затем расплавьте конец нижней арматуры. Состыкуйте верхнюю арматуру с расплавленным концом нижней арматуры и расплавьте стык.
Расплавленный металл должен постепенно заполнять ванночку. Чтобы не образовывалось много шлака в скобе можно сделать небольшое отверстие. После сварки отверстие необходимо заварить.
Стыковое соединение
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением.
После завершения пропускания и отключения тока производится «осадка» разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Преимущества и недостатки
Широкое использование ванной сварки объясняется ее преимуществами:
- технология не требует специального оборудования;
- она удобна, потому что может быть выполнена в любом расположении стыков;
- с помощью ванной сварки достигается единый прочный каркас конструкции без снижения ее жесткости;
- является экономичным видом сварки;
- может применяться для бытовых нужд.
К недостаткам ванно-шовной сварки можно отнести требование соблюдать непрерывность процесса, чтобы поддерживать жидкое состояние металла во время работы. Поэтому замену электродов во время процесса не рекомендуют. В случае необходимости такой замены выполнять это нужно очень быстро.
Несоблюдение температурного режима очень влияет на качестве шва. При слишком быстром охлаждении расплава может образоваться много шлака.
Также не нужно допускать слишком быстрого расплавления металла, поэтому дугу на электроде нужно периодически гасить.
Оборудование
Особого оборудования здесь, слава богу, не нужно. Ванная сварка легко может быть произведена обычным аппаратом инверторного типа. Отличительным качеством таких аппаратов является их способность давать напряжение высокой частоты, которое преобразует электрический ток из переменного в постоянный.
Специальные скобы-накладки для образования сварочной ванны нужно выбирать с учетом швов и вида соединяемых деталей или заготовок. Также выбор зависит от положения деталей в пространстве. Если вы имеете дело с горизонтальный соединением, выбирайте скобы определенных видов – к примеру, С16-Мо.
Иногда для дополнительной защиты расплавки в ванне создается специальная среда из защитного газа инертной природы. В этом случае применяют газовые баллоны.
Одно- и многоэлектродная сварка.
Электроды выбирают из группы плавящихся. Покрытие должно быть из сплавов стали, либо алюминия, либо меди. Диаметр стержней электродов также определенный: лучше всего подойдут марки МР-3 или АНО с диаметром в диапазоне 2 – 4 мм.
Обязательны средства защиты: маска сварщика с закреплением на затылке. Спецодежда и перчатки также необходимы для защиты от брызг расплавленного металла и ультрафиолетового облучения.
Что лучше вязка или сварка
Существует несколько способов соединения арматуры, которые различаются по различным параметрам: себестоимость, сложность создания, надежность и другие. Несмотря на данное многообразие чаще всего вопрос стоит следующим образом: сварка или вязка? Каждый из этих типов соединений обладает собственными преимуществами и недостатками.
Достоинства сварки арматуры:
- создание крепкого неразъемного соединения;
- конструкция имеет повышенную ударную прочность;
- детали, скрепленные методом сваривания, в меньшей мере поддаются деформации и другим дефектам;
- изделие хорошо сохраняет форму даже несмотря на внешнее воздействие;
- высокая температурная стойкость сварного шва;
Недостатки:
- достаточно дорогостоящий способ, требует от исполнителя наличия опыта и знаний;
- для выполнения большинства процедур необходимо специальное стационарное оборудование;
- обработка упрочненных металлов требует высоких энергозатрат;
- в случае возникновения необходимости корректировки соединения, сварной шов очень сложно разъединить;
- нужно произвести тщательную подготовку рабочей поверхности.
Преимущества вязки арматуры:
- простой и дешевый способ соединения;
- исполнитель может не обладать особыми умениями и навыками;
- вязка более безопасный метод, чем сварка;
- конструкция приобретает небольшое количество дополнительной массы;
- нет необходимости в очистке поверхности;
- отсутствие энергозатрат;
- процедура может проводиться в местах без источника питания.
Недостатки:
- качество соединения вязки ниже, чем сварного шва;
- отсутствует жесткость скрепления, поэтому некоторые элементы могут оставаться подвижными;
- материал для вязки, в большинстве случаев, не обладает высокой температурной стойкостью.
Ознакомившись со всем перечнем плюсов и минусов каждого соединения, исполнитель сможет решить — какой способ соединения лучше применить на практике: сварка или вязка.
Особенности технологии сварки
Главное отличие данной технологии от всех остальных видов сварки – это ее непрерывность. Шлак и пузыри с инертным газом собираются на поверхности расплава в ванне. Это важнейшая деталь процесса, так как благодаря этому качество стыкового соединения повышается кардинальным образом.
Расплавление металлов происходит с использованием плазменной дуги, так как температура плавления должна быть чрезвычайно высокой.
Чертеж сварочной ванны.
Сварка ванным способом протекает следующим образом:
- Розжиг электрической дуги с помощью электродов, которые замыкают электрическую цепь с формированием тока.
- Электрод с подожжённой дугой медленно и ровно ведется над кромками заготовки, чтобы конец электрода расплавился.
- Сформированная смесь расплавов как раз и создаёт сварочную ванну, в которой в итоге формируется новый сплав. Шлак и пузыри с газом защищают новый расплав от контакта с кислородом и, следовательно, образования оксидной пленки.
- Застывание нового сплава дает начало новому соединению. Если все прошло правильно, на поверхности шва видна шлаковая корка, которая должна быть ровной.
- Электрод, конец которого плавится, должен равномерно двигаться в направлении шва.
Соединение внахлест
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки. 
Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
- Нахлест допускается на участках с минимальным напряжением на конструкцию.
- Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
- Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
- Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз.
Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки. Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм. Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.
 Стальные инверторные формы
Стальные инверторные формы
Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые. Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена. Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу. Именно он не дает расплавленному металлу вытекать
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Процесс сварки арматуры ванным способом
Сваривание металлической арматуры посредством указанной технологии проводится в несколько этапов.
- Подготовка поверхности заготовок. Свариваемые концы прутьев тщательно очищаются от коррозии щеткой по металлу. Необходимо чтобы концы арматуры были прямыми. При наличии скосов, изгибов и прочих неровностей дефектную часть следует обрезать.
- Установка арматуры. На этом этапе соединяемые стержни устанавливаются соответственно друг другу с минимальными отклонениями и зазором, составляющим около 1,5 см. Зазор между прутьями в процессе сваривания заполняется слоем наплава, способным выдерживать расчетные нагрузки.
- Фиксирование ванночек. На стыке арматурных стержней устанавливаются и фиксируются штампованные накладки для ванной соответствующего диаметра, формирующие сварной шов.
- Сваривание. После появления дуги сварщик проводит электродом колебательные движения поперек оси стержней, равномерно покрывая все сечение наплавом. При прерывании процесса следует удалить с поверхности шлак, после чего продолжить операцию до полного заполнения штампованной заготовки наплавом.
Технология сварки арматуры
Марка арматуры непосредственно влияет на выбор используемого оборудования для сварки и ряд других важных нюансов. Так как при сварке арматуры предполагается небольшая площадь соединения и при этом необходимо получить прочное крепление, следует использовать хорошо привариваемые сорта стали, что гарантирует их соединение на молекулярном уровне. Следует сказать, что каждая марка металла имеют свои определенные особенности работы. Так, например, в отдельном случае потребуется использование флюса или же иных других дополнительных материалов. В особенности повышенные требования предъявляются к сварке арматуры, которая используется для изготовления металлоконструкций. Следует сказать, что даже одно некачественно выполненное соединение может привести к неравномерному распределению нагрузки и повреждению всей металлоконструкции. Именно поэтому необходимо использовать качественные материалы, а в отдельных случаях для повышения жесткости приваривать дополнительные ребра, которые улучшат прочность всей металлоконструкции.
Важно. При выполнении сварки в медной ванне зачастую сложно бывает подобрать оптимальный диаметр такой емкости
Помните о том, что нужно для сварки использовать прокладку, которая располагается внутри такой медной ванны.

Точечная контактная сварка
В этом случае процесс стыковки стрежней происходит в автоматизированном и механизированном режиме. Контактная сварка арматуры считается самой быстрой, за счет повышенной производительности. Однако, у этого метода есть два весомых недостатка:
- Варить стержни можно только в цеху, соответственно выполнять сварочные работы непосредственно на объекте невозможно.
- Сварочное оборудование отличается большой массой, а аппараты расходуют много электроэнергии.
Технология контактной сварки основывается на том, что ток хорошо проходит через металлические тела. В местах, где сопротивление повышенное (в точках стыкования стержней) происходит большее выделение тепловой энергии, за счет чего прутки плавятся и соединяются.
Существует два способа сварки контактного типа:
- непрерывное оплавление (применяется при использовании арматуры высшего класса А-1);
- оплавление с перерывами, при учете предварительного нагрева прутков (применяется для остальных классов арматуры).
Если сваривается с непрерывным оплавлением, то для этого потребуется плотность тока от 10 до 50 А/мм2. В этом случае на сварку уйдет не более 20 секунд (в зависимости от сечения стальных прутьев).

Также необходимо учитывать удельное давление зажимов, которое также будет зависеть от сечения и класса стержней. Например, для арматуры высшего класса А-1 потребуется давление от 30 до 50 МПа, а для стержней А-2 необходимо будет увеличить этот показатель до 60-80 МПа.
Полезно! Перед использованием губок для сварки их нужно зачищать или менять, так как от этого будет зависеть качество проводимых работ.
Сваренные швы, произведенные контактным методом сварки необходимо проверять визуально. Если поученный стык напоминает приплюснутую конструкцию, оснащенную бортиками между двумя концами стержней, то работа была выполнена качественно. Если же на стыке образовалась бочкообразная конструкция, то подобное соединение не будет надежным.
Способы соединения арматуры
В строительстве существует несколько технологий получения сплошного арматурного прутка.
Механический способ соединения стыков предусматривает применение прессованных муфт или отрезков трубы. Для фиксации стыка методом обжима применяется гидравлический пресс. Для ускорения процесса изготавливают муфты с перегородкой, ее просто надевают на пруток, в другой конец вставляют следующий. Вес конструкции, металлоемкость железобетона при таком методе крепления арматурных прутков возрастает. Муфты необходимо выбирать по типоразмеру арматурного стержня, для пресса под каждый размер делается сменный штамп.
Стальные прутки классов А400 и АIII крепят между собой внахлест с помощью специальных лапок, используют вязальную проволоку, стандартные крючки. Механический метод стыковки применяют только потому, что прутки этих марок нельзя сваривать.
Среди высокотемпературных методов получения неразъемных стыков самым надежным считается сварка арматуры ванным способом. В процессе формирования соединения не образуется продольных трещин, характерных для многошовной сварки. Технология горячей стыковки с использованием накладки для сварки арматуры металлозатратная, расходы на материалы увеличиваются на 5-7 %. При сваривании стержней встык образуется слишком хрупкое соединение, которое не обладает нужной прочностью.
Ванная сварка
Это странное название
Как устроена сварочная ванна?
Сварка арматуры ванным способом. Странное название произошло вот откуда: в этой технологии применяется расплавленные металла, который находится в ограниченном объеме, очень напоминающем ванну, полную воды.
Расплавленное содержимое ванны состоит из металла электродов и концов соединяемых деталей. На ванне имеются специальные накладки в виде скобок для предотвращения растекания содержимого ванны во время сварочного процесса.
Кроме скобок часто ставят специальные ограничители с торцов скобок с такой же функцией – удерживать растекание шлакового содержимого по стержню. Эти защитные приспособления обычно выполнены из стальных сплавов с низким содержанием углерода. После окончании сварки они остаются на шовном участке.
Ванночки могут быть многоразовыми съемными и сделанными из меди или ее сплавов за исключением бронзы и латуни. Встречаются неметаллические ванночки из графита или керамики.
Сварка проводится одним электродом или так называемой гребенкой – несколькими электродами, соединенными между собой специальной пластиной.
Стержни для стыковки при данном методе могут быть расположены как угодно: хоть вертикально, хоть горизонтально, хоть в наклонном положении. Если расположение горизонтальное, ванну формируют с помощью скобы, которую крепят в месте стыка арматурных заготовок.
Здесь имеет место интересная математика: ширина зазора между торцами арматуры должна быть равной примерно двум диаметрам электродов с покрытием.
Если положение арматурных стержней вертикальное, к нижнему торцу заготовки приваривают штампованную металлическую форму. После этого ее расплавляют дугой, прихватывают торец верхнего стержня к нижнему с одновременным расплавлением соединяемых деталей.
Таким образом ванна наполняется смесью расплавов. Затем в форме прожигают стенку для образования отверстия, чтобы из него выходил шлак. Это отверстие временное: после сварки его снова заваривают.
Основные способы сварки арматуры
Соединения сварные арматуры осуществляются несколькими способами:
- Стыковое сваривание контактное;
- Сварка продольными швами;
- Точечное контактное сваривание;
- Электродуговая сварка;
- Сварка ванным способом.
Какой из этих видов сварного соединения выбрать, зависит от каждого конкретного случая с учетом используемого материала и расчётной нагрузки на них. Нередко применяются одновременно несколько способов сразу. Очень часто доминантным при выборе является простота или надежность конкретного метода.
Сварку встык контактную применяют для соединения стальных прутьев, имеющих одинаковые или немного различные сечения.
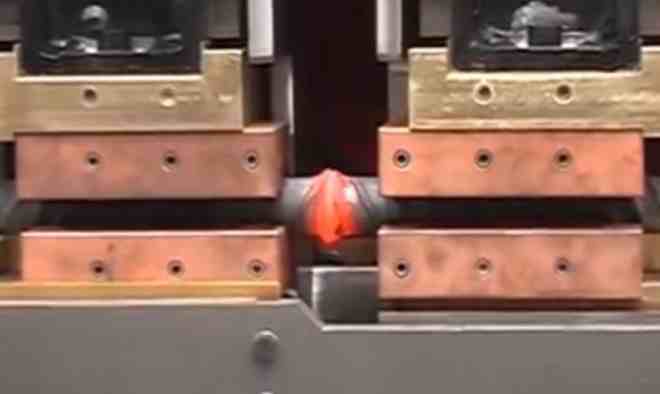 Контактная сварка арматуры оплавлением
Контактная сварка арматуры оплавлением
Контактная стыковая сварка арматуры осуществляется значительно быстрее, чем при плавлении. Это позволяет повысить производительность строительных работ. При этом свариваемый стык не подвергается значительному короблению.
Данные преимущества позволяют использовать контактную стыковую сварку в промышленных масштабах, поскольку этот метод можно легко автоматизировать и использовать в конвейерном производстве. Однако у него есть один существенный недостаток: происходит большой расход стальных прутов и электродов для сварки.
Для того, чтоб соединить тяжелые элементы крупногабаритных железобетонных конструкций, предпочтительнее использовать сварочный метод продольными швами. Он наиболее надежен, однако из-за затратности применяется достаточно редко.
Точечную сварку применяют для соединения стыков сечением до 50 мм. Чаще всего ею соединяют малогабаритные элементы, имеющие небольшой вес. Преимущества метода – более низкий расход материалов, чем при контактном способе, однако точечная сварка уступает контактной в надежности.
 Точечная контактная сварка арматуры
Точечная контактная сварка арматуры
Для надежного скрепления арматуры из стали разных марок используется электродуговая сварка. Однако ее можно применять лишь на отдельных участках, поскольку она стыки, полученные методом электродуговой сварки, не выдерживают повышенных нагрузок.
Ванный способ соединения стыков позволяет сваривать стержни с большим диаметром – от 20 до 100 мм. Этот метод широко используется в промышленном и гражданском строительстве, где требуется большое количество соединения стыков.
Он является самым надежным методом создания цельного жесткого силового каркаса будущего сооружения. Многих интересует вопрос – можно ли этим способом сваривать арматуру в разных плоскостях.
Сваривание арматуры ванным методом возможно в любой плоскости – горизонтальной и вертикальной.
Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.

Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.
Также необходимо учесть силу тока, которая потребуется для стержней разного диаметра:
- для стержней диметром 5 мм, потребуется 200 А;
- 6 мм – не более 250 А;
- 8 мм – 300 А;
- 10 мм – 350 А;
- 20 мм – 450 А.
Подробнее о нахлесточном соединении смотрите в видео:
Нюансы
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды.
Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55. 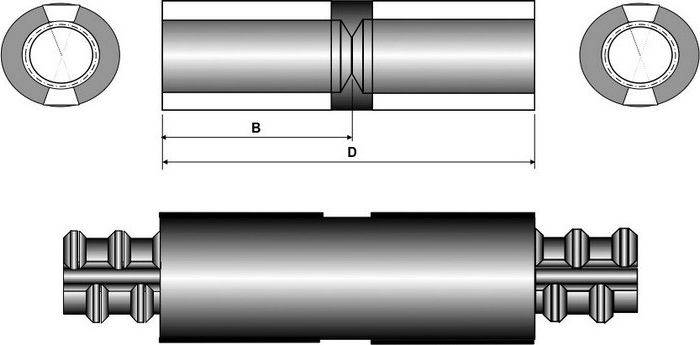
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Качественная сварка арматуры
Необходимо сказать, что сварка арматуры может выполняться как в промышленных условиях, когда к проведенной работе предъявляются повышенные требования, так и в домашних условиях. В последнем случае на полученные металлические элементы приходится не столь большая нагрузка, поэтому требования к такой сварке не слишком высоки. Отметим, что правильный выбор той или иной технологии и используемого оборудования позволит существенно сократить издержки на проведение данной работы, при этом качество выполненного соединения остается на высоком уровне. Сварка арматуры выполняется исключительно в соответствии требованиями, утвержденными ГОСТом 14098 2014.
ГОСТы сварки арматуры и ее виды
Изготавливаются такие металлические стержни из углеродистой стали. В зависимости от конкретных особенностей изделия может использоваться несколько марок стали, что в свою очередь влияет на их показатели свариваемости. Так, например, при использовании для изготовления арматуры стали группы Б в ее составе должно быть не больше 0,25% углерода. Подобные чрезвычайно прочные металлические стержни могут использоваться для изготовления металлоконструкций.
Распространение также получила арматура марки ВСт, которая содержит повышенную концентрацию марганца. При работе с такой сталью и ее сварке необходимо использовать дополнительное раскисление. Все эти нюансы вам следует учитывать при выборе тех или иных электродов, что и позволит выполнить максимально прочное соединение металлических стержней.
Сварка низколегированных стальных сплавов не представляет какой-либо сложности. В данном случае можно использовать стандартные электроды, и работать со средними показателями сварочного тока. Именно поэтому при необходимости выполнения данной работы в домашних условиях рекомендуем вам использовать арматуру, выполненную из низколегированной стали. Такой материал отличается прочностью, он устойчив к коррозии и одновременно прост в работе. Также можем порекомендовать вам при необходимости выполнения сварки в домашних условиях использовать низкоуглеродистые сорта стали. Такая арматура с легкостью сваривается, обеспечивая прочное соединение. Учитывайте, что чем больше содержится углерода в арматуре и электродах, тем больший необходимо использовать ток при выполнении данной работы.
Как соединяется арматура
В строительстве используются разнообразные виды сварки арматуры в единую систему сетки. Есть такой вариант, как полуавтоматическая электрошлаковая, ванно-шовная, выполняемая вручную электродуговая, контактная и ванная. По ГОСТу арматуру можно соединить несколькими способами: внахлест, по стыкам и тавровым методом.
Стыковые способы соединения арматуры в систему в свою очередь бывают такими: с участием одного стержня; инвентарный тип; при участии проволоки и электродуги; вручную одним или двумя сварными швами.
Арматура сварная
При электрошлаковой сварке нет электрической дуги, он пригоден для сочленения между собой тяжелых арматурных конструкций. Ванно-шовный способ сварки предполагает передачу тепла к свариваемым арматурным элементам не непосредственно от электрода, а через ванную с жидким металлом. При электродуговой сварке используется непосредственное воздействие на металл электрической дуги, температура такой сварки около 5 тысяч градусов Цельсия, что больше температуры плавления большинства использующихся в строительстве металлов. При контактной сварке необходимый шов создается при помощи нагревания металла электротоком и механического прижатия сплавляемых деталей между собой.
Технология сварки ванным способом
В основном проводится ванная сварка арматуры. Свое название она получила благодаря использованию в технологии расплавленного металлического сплава, находящегося в ограниченной концами соединяемых деталей и накладкой в виде скобы области. Это напоминает ванну, наполненную водой. Жидкий металл состоит из расплавов электрода и соединяемых концов изделий. 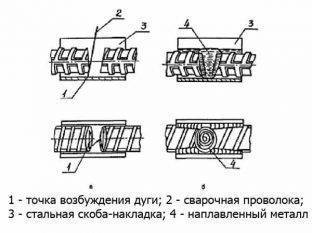 Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.
Выполняется сварка с помощью одного электрода или несколькими соединенными пластиной электродами (гребенкой) или электродным держателем
Ванночка для сварки арматуры
Технология позволяет стыковать горизонтально, наклонно и вертикально расположенные стержни.
При горизонтальном расположении изделий для создания ванны стальную скобу приваривают к области соединяемых арматурных стержней в месте их стыка.
Расстояние между свариваемыми торцами изделий должен составлять 1,5-2 диаметра используемых электродов с покрытием.
При соединении вертикально расположенных стержней применяют штампованную стальную форму, которую приваривают к торцу изделия, расположенного снизу. Затем производят расплавление его сечения с помощью дуги. После этого торец верхнего стержневого элемента прихватывают к расплавленому нижнему сечению и продолжают дальнейшее расплавление соединяемых частей. Происходит постепенное заполнение формы образующимся общим расплавом.
Для того, чтобы освободиться от шлака, делают отверстие в форме с помощью прожигания стенки. После проведения сварки его заваривают.











{kind=link}